


Share













The machine shop at Flying S consists of VMCs, gantry machines and lathes, the majority of which are multi-axis and fully automated. The company has about 150,000 square feet of spaced dedicated to the design, testing and manufacture of manned and unmanned aircraft and spaceflight components. All photos courtesy of Flying S.
Complete parts in one operation. That, plain and simple, was the reason Flying S, an aviation and engineering company, began looking at multitasking machines. About five or six years ago, the shop was struggling with small, difficult-to-manufacture parts for unmanned aircraft. These parts — various fittings, brackets, spacers and servo trays — were needed in batches of 100 or more for each part, a batch of which was produced roughly once a quarter.
“At the time, we had been machining these parts on our small three-axis VMCs, a process that involved lengthy setups for two or three operations using intricate soft jaws,” says Peter Bowman, the manufacturing engineer primarily responsible for developing Flying S’s machining processes. “These parts were manually loaded and unloaded. Scrap rates were high and scheduling these batches on our mills was creating workflow issues.”



Bowman and his team began looking at options for alternate modes of machining these parts. A B-axis multitasking machine seemed to be the solution with the most potential. “The machines we looked at clearly could handle the low-volume, high-mix workload here, plus a lot more,” he says.
The shop took a different direction instead. “We decided this type of multitasking machine was not the best bet,” Bowman says, explaining that although the parts might be a good fit for the machine, this type of machine wasn’t a good fit for the shop, at least not at that time. And that’s when Bowman says the shop began formulating its “Plan B” — a solution for done-in-one machining without a B-axis multitasking machine.
Ultimately a bar-fed lathe with just enough capacity in its programmable Y axis and efficient use of live tooling in the turret proved to be the answer, especially in the second go around, as we shall see.
Studying The Options
Flying S prides itself on its ability to fabricate prototypes and complete projects, most of which involve carbon fiber airframe structures, molds for composite components and precision-machined parts. The company employs roughly 100 engineers, machinists and composite specialists at its facility in Crawford County, Illinois, not far from Vincennes, Indiana, just across the Wabash River.
Flying S has a range of CNC machines, including numerous three- and five-axis VMCs and several gantry routers large enough to produce aluminum molds for its composite aircraft components.
“We are mostly a milling shop,” Bowman says, a statement that explains some of the history behind its approach to machining small parts used in the assembly of unmanned aircraft for civilian and military applications. The variety of these parts can be glimpsed in the small sample shown here.

Previously, parts like these required multiple setups for milling and holemaking, with some parts experiencing a scrap rate of nearly 25% before the shop turned to a Y-axis lathe with live tooling as a done-in-one solution.
“Most of these parts might be described as orthogonal. The features are largely characterized by straight, square or right-angle features, yet the designs are intricate and finished pieces are somewhat delicate until fastened in place,” Bowman says. There are several dozen part numbers in this family, many of which have a left- and right-hand version.
A typical example is the servo tray, basically a very thin rectangular aluminum frame with threaded bosses that enable a servo mechanism to be attached once the flat side of the frame is epoxied to the inside surface of a wing or fuselage member.
“At first, we naturally approached these parts for production on three-axis machining centers for milling and holemaking in several operations and setups,” Bowman recalls. However, the shop’s experience with this approach was unsatisfactory.
Blanks had to be sawcut from square barstock inventoried in numerous sizes. Blanks then had to be loaded manually in sets of fixtures, many with soft jaws of various sizes and configurations, then reloaded into different fixtures for second and sometimes third operations. Certain parts, such as complex aileron and flap fittings, were experiencing close to a 25% scrap rate attributable to variances in fixture setup, part movement from machining forces or features distorted by uneven clamping pressure. “And we had no provisions for automation or the possibility of unattended operation,” Bowman says.
As customer orders grew, this situation became untenable. The search for a new approach was on. One option considered were HMCs with high-density tombstone type fixtures. These machines were ruled out because the investment couldn’t be justified at the cost margins governing these parts. Acquiring and maintaining this kind of part-specific workholding was also cost prohibitive.
Another suggestion? A small bank of drill/tap machines that could be automated with robotic part loading and unloading. This approach was rejected because of the prohibitive cost, effort and risk involved with designing end-of-arm tooling and dealing with frequent changeovers.
At this point, moving to a B-axis multitasking machine looked promising. Bowman and his team considered this technology the ideal for producing a high mix of complex parts in low volumes and provide the efficiency and accuracy of completing parts in one setup.arks. To be clear, Flying S was considering multitasking machines in which the B axis is the rotation of the milling head, enabling it to work on the end or side of a workpiece from any angle.
So why did the shop steer away from a B-axis machine? One concern was high initial cost. What might be one of the shop’s most expensive machines for its size would be devoted to parts representing some of the lowest value per piece. The ROI just wasn’t there, Bowman says.
Another factor was complexity. For a shop new to multitasking, there is a significant learning curve for programmers, machinists and even design engineers. “We simply couldn’t justify the risk,” Bowman says, looking back. “It wouldn’t have been a move that played to our strengths.”
So, the focus shifted to a Y-axis lathe with live tooling on a turret.

Shown here is a typical setup in the Haas ST-330SSY lathe. Tooling is based on a library of standard cutters maintained within Mastercam and rarely changed from job to job. This machine made the shop’s entry into Y-axis tuning technology manageable and economical.
“We were lucky,” Bowman says, explaining that Flying S has had a long-standing connection with the Haas Technical Education Center at the nearby Vincennes University, where a Haas ST-10Y lathe, one of a series of Y-axis turning centers offered by this builder, was available for demonstration and training. Running some sample parts on this machine proved successful, although working with a turning center for what were considered milled parts was an eye-opener. “We soon discovered that, although very different in many aspects, a Y-axis lathe essentially could be considered a small HMC with the ability to cut in the X-Y plane just like any other horizontal. We also recognized that a bar feeder and a parts catcher could be the missing link to the automation we wanted,” Bowman says.
The first step in Flying S’s Plan B was presenting itself.
Win After Win
Toward the end of 2017, Flying S installed a Haas ST-30SSY, a turning center with a 24-station turret on a Y-axis. This machine was very similar to the one tested at the university but with a larger, 3-inch center bore. Bowman calls this 3-inch raw material capacity the shop’s “first big win.” Instead of square barstock in dozens of sizes, all that is needed now is round barstock in as few as six diameters, from .5 to 3 inches. Using round barstock enabled the shop to “upsize” to the next available diameter if the needed material was not on hand. In addition, sawcutting blanks was eliminated.
The next big win was the move to live tooling on the turret, although this took some getting used to. “We had to learn to make the most of the limited number of tools available on the turret and to adjust for the relatively small travel in the X and Y axes,” Bowman says. Yet despite the limited travel, the shop was soon comfortably machining its largest 3-inch diameter material without issue. The limited tool capacity was overcome by running smaller diameter tooling at maximum feeds and speeds. Although smaller tooling added to cycle time in some instances, the focus remained on overall productivity and process reliability. “We found ourselves way ahead of our former manufacturing processes,” Bowman says.
Likewise, it was a plus that the shop could program this machine within Mastercam, the programming software that is the mainstay for the shop’s three- and five-axis machining centers. Being able to apply the programmers’ expertise in multi-axis milling and their proficiency with existing software is a good example of why playing to existing strengths was vitally important.
However, the biggest win of all is the feasibility of unattended machining, largely due to the bar feeder and a parts catcher. Bowman considers this level of automation entirely appropriate and effective—and possible because most of the parts now are completed in one operation. Scrap rates have plummeted across the board since there is no refixturing or added handling. “In many instances, we have zero defects in a batch of parts, but a scrap rate well under 5% is now the norm,” Bowman reports.
A case in point is the servo tray mentioned earlier. In addition to a complex geometry, it features several threaded blind holes 2.5 mm in diameter that have been difficult to produce reliably. According to Bowman, this part is now completed in one operation instead of two, with no need to stock and sawcut size-specific material as well as no need to inventory and maintain a complicated fixture. “A typical batch of 500 parts would take almost two weeks to complete on our vertical machines. It would require 100-percent inspection of threads and never could run unattended. Now we can finish an entire batch in a single weekend unattended, with holes threadmilled perfectly every time.”

These aluminum servo trays can now be produced in one unattended operation. Defects in the threaded bosses have been virtually eliminated.
Similar results were experienced across the part range, and Bowman has the data to back this up. For the first year of the machine’s operation, he kept detailed records of its performance and the measurable improvements in productivity, quality and other benefits. Because this machine represented an opportunity to test the concept of using a Y-axis lathe to achieve operational goals once thought only attainable on a B-axis multitasking machine, these records provided the proof the shop was looking for.
However, experience with this machine pointed to the value of further investment in this technology. “In a nutshell, we identified what we wanted our next Y-axis lathe to have,” Bowman says. This wish list included greater rigidity at the interface of the live tooling blocks and the turret, faster rotational speed in the live tooling, a turret with greater torque and perhaps more tool positions, a quicker spindle collet clamping system and CNC software to compensate for axial or radial tool wear without reposting the program in CAM. “In short, we saw significant gains to be had by refining our approach to part production on a Y-axis turning center, and that led us to acquire a Nakamura-Tome AS-200MY in 2020,” Bowman reports.
This was Step 2 in the Plan B for Flying S.
A Step Forward

With the concept of done-in-one production proven in practice, the shop acquired a second Y-axis lathe, the Nakamura-Tome AS-200MY, shown here with lathe programmer Evan Thread. Shop personnel found that programming at the Fanuc 0-iTF control was similar to the system on the first lathe, which eased integration.
Currently, the AS-200MY is paired with the ST-30SSY in a cell that can be managed by one operator who also attends other machines during the day shift.
One difference with the new machine is is that the turret is designed for a basic output of 6,000 RPM at each station. “For this machine, we moved to bolt-on style tooling blocks from Heimatec, each with a 1:3 speed stepper. That gives us as high as 18,000 RPM for endmills and appropriately higher feed rates to attain optimal chip loads,” Bowman says. With this capability, he reports that a 3/8-inch diameter endmill programmed for a 1-inch DOC at a feedrate of 200 ipm performs superbly.
“Some people thought we were crazy to put $40,000 worth of live tooling in a small lathe, but the cost of the tooling was fully justified by the results,” Bowman says, adding that this money was judiciously spent in his estimation. “This sum paid for live tools in every turret position except for the one static tool needed for part cutoff. Even so, our total investment in the machine and its tooling was well below the cost of a multitasking machine.”
In addition, the increased metal removal rates with this tooling enable this machine to mitigate a drawback common to all live tooling — a limited duty cycle. Typically, for every minute that a cutting tool is continuously under load, it must not be used again for so many specified minutes to avoid overheating the live-tool gearing (This ratio is 1:5 on the new machine — that is, 1 minute cutting to 5 minutes resting). “Given the efficiency of the cutting tools and the size of the parts, Flying S programmers quickly realized that the duty cycle could be balanced by simply adjusting the sequence of operations in the CNC program,” Bowman says.
Finally, Bowman notes that the new machine is equipped with the QC80 spindle collet system from Royal Products, an updated version of the similar quick-change system on the ST-30SSY. This system shaves a few seconds from setup time when changing from one size bar stock to another.
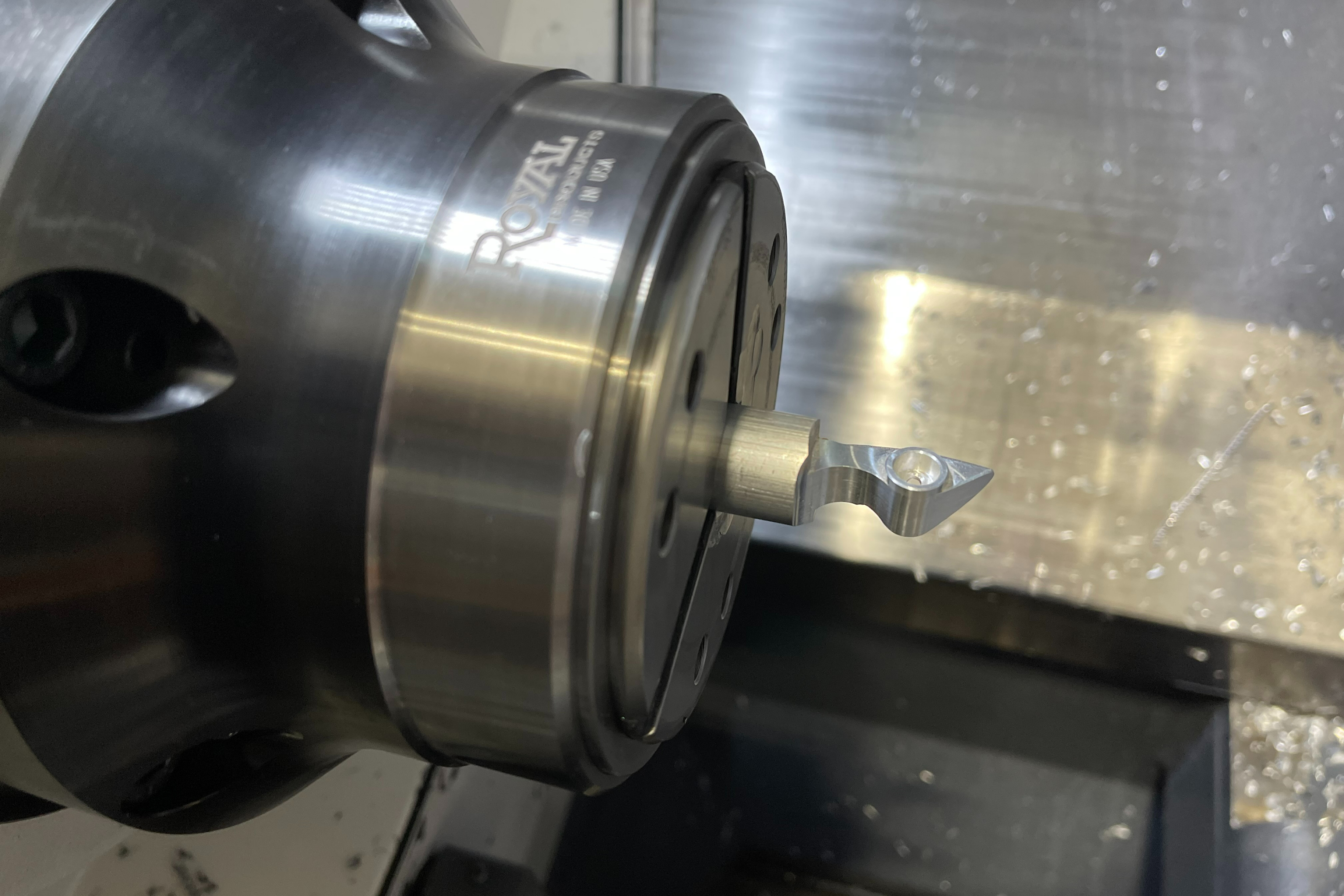
The Royal Products QC80 chuck inside the AS-200MY provides ample spindle clearance and enables shorter material stick-out for greater part rigidity. The part in the spindle is an aluminum “hardpoint.”
However, comparing the shop’s first and second Y-axis machines is beside the point in Bowman’s view. What counts is the combined results from having a cell dedicated to small part production. “We essentially increased throughput by as much as tenfold,” Bowman says. “We no longer tie up other VMCs on the shop floor. We have one operator giving the cell half his time rather than two fulltime operators for milling these parts conventionally.” Between the two machines, much of the small parts production for unmanned aircraft is now fully covered.

Shown here is a typical aluminum hardpoint prior to part-off. It will be bonded onto a composite structure to provide a rigid mounting point for an aircraft’s payload or other hardware. Such parts were difficult to fixture in a VMC but are now to easily produce unattended on the Y-axis lathes.
With these results, does this mean a full-fledged multitasking machine is off the table for Flying S?
Bowman says no. He still sees a time and a place for such a machine, but his vision for it is much clearer now.
The Saga Is Unfinished
“The way we look at it, a B-axis multitasking machine has distinct advantages over turning and milling with a Y axis, just as a five-axis machining center has advantages over a three- or four-axis machine,” Bowman says. “Comparing one technology to the other, you simply can do more if you need to do more.” However, he acknowledges that there is more room in the available Y-axis turning technology space that the shop could turn to, such as a lathe with more travel, a second turret for simultaneous operations, a subspindle for backside work, or a larger through-bore for larger diameter bar stock and thus bigger parts. Likewise, a turret delivering higher tool RPMs would make speed steppers unnecessary and lift any duty cycle restrictions.
As it is, a B-axis machine (and the wherewithal to apply it successfully) opens the door for applying this technology to different and larger parts beyond the range of the those now produced on the two turning centers. Examples of the workpieces that would get the greatest boost in productivity include aircraft landing gear components, complex spaceflight hardware and parts in certain aerospace alloys.
Bowman believes that a tipping point might be right around the corner. Such a move would be consistent with the company’s pattern of managing growth. Typically, big decisions are made at the point when confidence in new technology, workforce readiness and business conditions converge. Above all, he says, the company’s investment in the right machines and tooling is guided by the philosophy of its founders, Dave and Penny Shaw, who value a shop culture that honors both the livelihoods and the lifestyles of its employees.
“Flying S believes that multiple shifts make life difficult for our employees and their families,” owner Penny Shaw says when explaining this philosophy. “That’s why we are always willing to invest in the right tools that enable automation and unattended operation — to help our team be more effective during a normal day shift so that they can be at home with their families.”








Related Content

Rego-Fix Appoints New Global Aerospace Specialist
Sherman D’Souza will provide global customers with access to Rego-Fix research, development and technical support teams to create and supply toolholding solutions.
Read More
Shop Tour Video: From Garage Shop to Leading Aerospace Supplier
From repairing aircraft interiors to manufacturing medical implants, Superior Joining Technologies excels at CNC machining, TIG welding, laser welding, and NADCAP-accredited nondestructive testing. Discover how this Rockford-based company supports the aerospace industry through a combination of advanced technologies.
Read More
Increasing OEM Visibility to Shopfloor Operations for the Win
A former employee of General Motors and Tesla talks about the issues that led to shutdowns on factory lines, and what small- to medium-sized manufacturers can do today to win business from large OEMs.
Read More
Machine Monitoring Boosts Aerospace Manufacturer's Utilization
Once it had a bird’s eye view of various data points across its shops, this aerospace manufacturer raised its utilization by 27% in nine months.
Read MoreRead Next

For Many Machining Facilities, the Mindset Now Must Be “Radical Automation”
What if there will never, ever be enough talent in your local labor pool to meet the still-growing demand for skilled manufacturing employees? The real challenge might lie in our expectations about how much skilled labor we need. Let IMTS 2018 be the beginning of facing this challenge.
Read More
Meet the Automation That Makes Machine Tool Automation
A new manufacturing cell at Mazak’s North American headquarters is one part machine tool production unit and one part demonstration facility. And it’s here to provide a lesson about how automation can tackle skilled-worker shortages and supply chain issues at the same time.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More