
VBA Macros Ease CAM Program Creation
Taking advantage of the open architecture of Esprit CAM software to write Visual Basic for Applications (VBA) macros simplifies CNC programming at this manufacturer of automotive presses.

The large plate visible here is fixtured in one of Prensas Schuler’s Skoda floor-type horizontal milling machines.
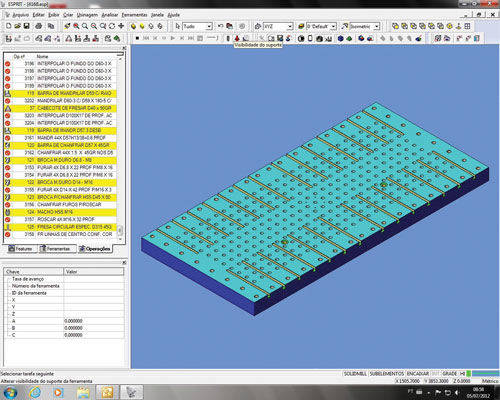
This screenshot from Esprit depicts the plate component in the picture above. Fabio Avila, who heads the machine shop, says t programmer selects all holes with the same geometry, and the software automatically generates the NC program using a subroutine available on the machine. Such capability is especially useful given the fact that most press components require some level of customization.

Thanks to Esprit’s open API, programmers at Prensas Shuler can access all of the CAM software’s features through VBA, the company reports.
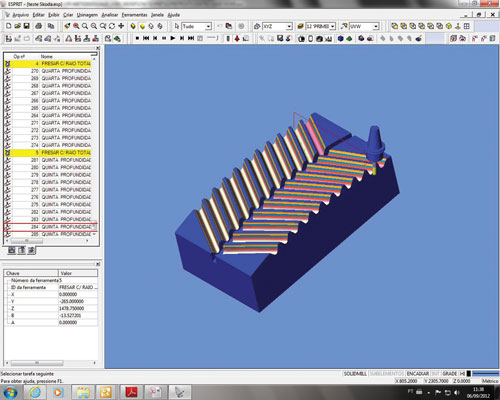
Many parts produced at Prensas Schuler, such as this gear component, require tight tolerances.
Share












Takumi USA
Featured Content
View More



Autodesk, Inc.
Featured Content
View More


ECi Software Solutions, Inc.
Featured Content
View More












Related Content

ERP Provides Smooth Pathway to Data Security
With the CMMC data security standards looming, machine shops serving the defense industry can turn to ERP to keep business moving.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
Automated CAM Programming – Is Your Software Really Delivering?
A look at the latest automation tools in Autodesk Fusion 360 software and how forward-thinking machine shops and manufacturing departments are using them to slash delivery times and win more business.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More