
Retooling Unlocks New Equipment Capabilities
To meet demand for more complex work, this Chicago-area manufacturer recently invested in its first high speed and five-axis machine tools. Replacing its previous cutting tools with aluminum end mills and drills from SGS Tool Company enabled the shop to take full advantage of these machines' advanced capabilities.
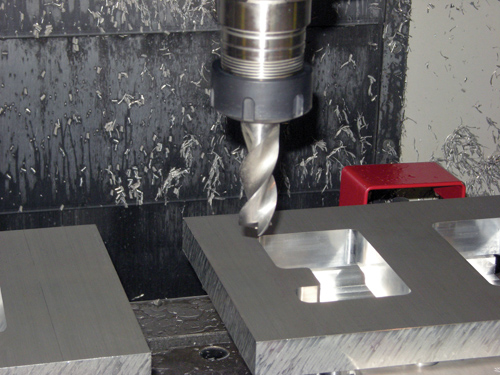
The Series 43 three-flute S-carb end mill was used for two of the nine operations needed to cut the part. The tool reduced operation time by 275 percent compared to- the company’s previous cutter in the first operation and by 300 percent in the second.
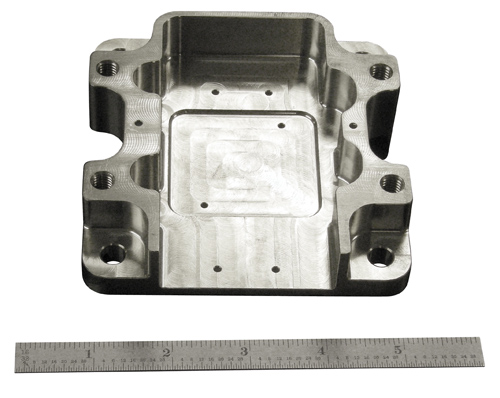
The NASCAR test part begins as a large plate from which two completed parts are machined, a process that involves removing a relatively large amount of material.
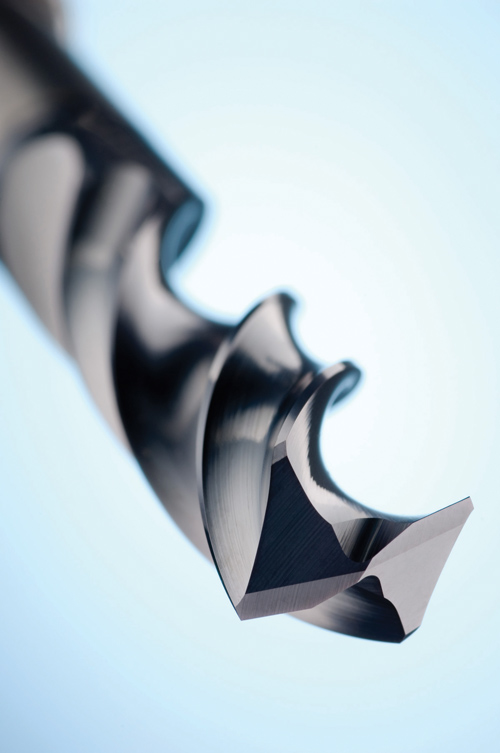
According to the manufacturer, the Hi-Per Carb’s notched, 145-degree, self-centering point eliminated the need for spot drilling, while its helical, double-margin design increased stability and provided the necessary surface finish without a separate reaming operation.
Share











Test Results
|
SGS Tool |
Previous RPM |
Previous Feed Rate |
SGS RPM |
SGS Feed Rate |
Results Summary |
|
Series 43 S-Carb |
6000 |
60 |
10,186 |
165 |
275% operation time reduction |
|
Series 44 Ski-Carb |
6000 |
40 |
12,000 |
125 |
313% operation time reduction |
|
Series 135 Hi-Per Carb Drill |
2600 |
8 |
10,232 |
40 |
500% operation time reduction |
|
Series 43 S-Carb |
6000 |
30 |
12,000 |
84 |
300% operation time reduction |
|
Series 1 Standard End Mill |
6000 |
10 |
12,000 |
38 |
380% operation time reduction |
|
Series 47B S-Carb |
6000 |
10 |
12,000 |
65 |
650% operation time reduction |
|
Series 47B S-Carb |
4000 |
15 |
12,000 |
35 |
233% operation time reduction |
|
Series 1 Standard End Mill |
6000 |
15 |
12,000 |
24 |
160% operation time reduction |
|
Series 135 Hi-Per Carb Drill |
NA |
NA |
8,953 |
35 |
Replaced 3 tools (Drill, Flat Bottom Drill & Reamer) |
|
|
Original Cycle Time |
44 Mins. |
SGS Cycle Time |
19.5 Mins. |
Overall cycle time reduced by 56 percent |















Related Content

Toolpath Improves Chip Management for Swiss-Type Lathes
This simple change to a Swiss-type turning machine’s toolpath can dramatically improve its ability to manage chips.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
How to Troubleshoot Issues With Tool Life
Diagnosing when a tool is failing is important because it sets an expectation and a benchmark for improvements. Finding out why gives us a clue for how to fix it.
Read More
The Impact of Cutting Teeth Spacing on Machining Stability
Many cutter designs are available, and variable teeth spacing (or variable pitch) cutters can be used to influence milling stability. Let’s discuss why teeth spacing affects stability.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More