
Move to Single-Pass Honing Cuts Stator Scrap
This automotive Tier 1 supplier reduced scrap on its variable valve timing (VVT) stator bores by replacing roller burnishing operations with a Sunnen VSS-2 single-stroke honing machine.

The VSS-2 model used to finish VVT stator bores at Cloyes Gear and Products’ plant in Subiaco, Arkansas, features four spindles. Each takes a single pass, using diamond honing tools to progressively remove 0.003 inch (0.076 mm) of material. The company produces approximately 4,000 of these parts per day.
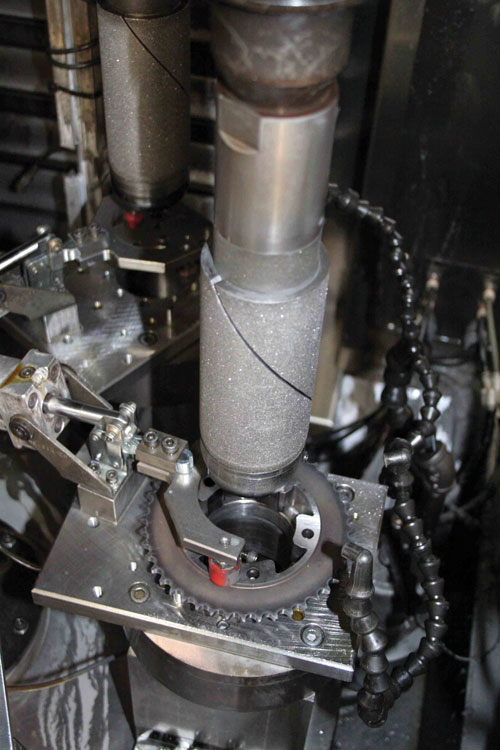
The segmented bore is finished to a roundness of 50 microns and total tolerance of 80 microns.

To improve productivity and durability, the VSS-2 is equipped with a standard 7.5-kW (10-hp) spindle motor, a cast iron spindle carriage, a thermal-resistant composite base, and a thick steel tooling plate. According to Sunnen, the precise, independent alignment of the spindles produces better bore geometry compared with machines that use an “average” alignment for all spindles.
Share




Hwacheon Machinery America, Inc.
Featured Content
View More












Autodesk, Inc.
Featured Content
View More



ECi Software Solutions, Inc.
Featured Content
View More
VVT stators measure 23 mm long and 84 mm in diameter.)










Related Content

Ford Partners With Rockwell Automation to Advance EV Program
The companies will jointly collaborate on assembly tooling designs and architectures that will increase speed to market.
Read More
New Coolant Designed for Automotive Parts Production
Choosing the right coolant is critical for productivity, economic efficiency and machining quality.
Read More
Arch Cutting Tools Acquires Custom Carbide Cutter Inc.
The acquisition adds Custom Carbide Cutter’s experience with specialty carbide micro tools and high-performance burrs to Arch Cutting Tool’s portfolio.
Read More
Sunnen Products Company Partners With Hendrick Motorsports
The partnership puts the new Sunnen SV-series honing machine in the Hendrick Motorsports engine operation alongside other Sunnen honing and engine building machines.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More