
Insert Geometry Doubles Hard Milling Throughput
Insert geometry can make a huge difference in throughput, as demonstrated by the gains this manufacturer realized by swapping tools in a long-reach slot-finishing application in hardened tool steel.

RCMM’s Zack Hilton (left) worked with Ingersoll’s Ondrej Lubinski (right) to find a more effective cutter for a hard-part slot-finishing operation. With the same shank as the previous tool, the Form-MasterV was a drop-in replacement that improved insert edge life and throughput.
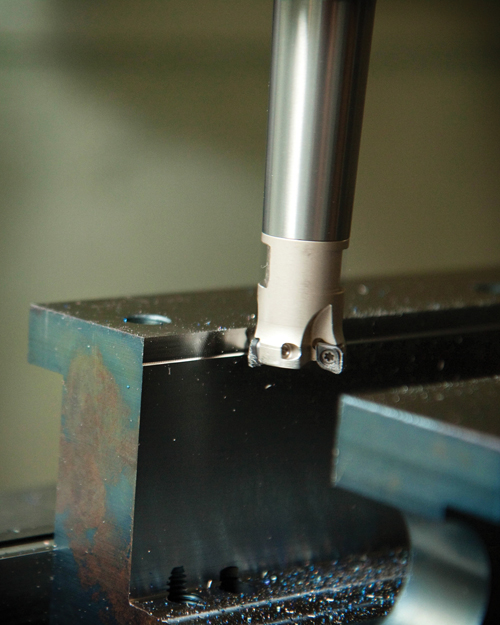
With inserts that last four times longer than those of the previous tool, the Form-MasterV enabled the shop to run two parts at a time completely unattended. In contrast, previous tooling failed so unpredictably that the operation required 100- percent operator attention.

Once clamped in place, the inserts’ rhombic shape provides backdraft on the side and bottom of the cutter. Only the radius and wiper area engage in the cut, as opposed to the previous model, which presented the entire side of the insert. This enables more aggressive cutting parameters while still reducing lateral cutting forces.
Share





































Related Content

Tungaloy Expands Line of Barrel-Shaped End Mills
The new SolidMeister barrel end mills are efficient tools for complex 3D-surfacing operations used in mold making, orthopedic implants and the machining of other freeform surfaces.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Ceratizit's Updated Tooling Solutions Improve Machining Performance
The company has upgraded its EcoCut indexable inserts lineup, as well as introduced two new toolholding and workholding solutions.
Read More
Big Daishowa Chuck Eliminates Chatter in Milling Operations
The Mega 12DS chuck is designed for trochoidal milling with anti-vibration end mills.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More