
Hone Refurbishes Cylinders to Cat Specs
Seeing a need in the industry to salvage hydraulic cylinders to Cat-specific requirements, Whayne Supply purchased an all-electric HTA hone from Sunnen that enabled it to bring previously outsourced work in-house.

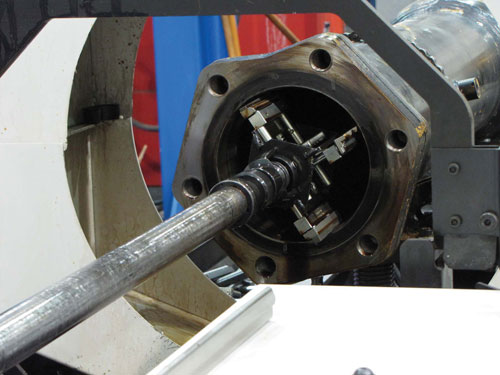
Whayne honing operator inserts the tool at the start of a cycle. The shop has honed cylinders with bore IDs as large as 17. The HTA tube honing system handles parts as heavy as 8,000 lbs (3,629 kg) with ID ranges from 2.5" to 21" (63.5 to 533 mm).

Caterpiller dealer Whayne Supply has honed hydraulic cylinders ranging to 21 ft. long, saving customers 80 percent over the cost of a new barrel.
The HTA hone is designed for optimum performance with Sunnen ANR275 tooling and abrasives, sold with matching coolants and gaging as part of the machining package.
Share


.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More




Hwacheon Machinery America, Inc.
Featured Content
View More
Takumi USA
Featured Content
View More










and connections, or custom fabricate new cylinders to spec,” says Michael Carter, service coordinator.
Given that refinishing cylinders can save CAT machine users as much as 80 percent of the cost of a new barrel, this previously-outsourced work has proven more than enough to occupy the new hone. In 2011 alone, the shop processed 1,000 cylinders. The extra workload has not only boosted revenue, but also required the addition of five new employees to keep up. “During the summer, we may have a hundred or more cylinders outside our shop waiting to be rebuilt because our indoor storage is full,” Mr. Carter says. “We scrapped a lot of hydraulic barrels or sent them out to other shops prior to acquiring this machine. Now, we can salvage a cylinder with honing, and the cost and time for the customer is a fraction of replacement. In the current economy, customers appreciate this.”












Read Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More