
Friction Stir Welding—It's Not Just For Aluminum
Friction stir welding allows tough steel alloys and other metals to be permanently joined without arc welding. In many cases, this operation can be done on equipment that resembles standard milling machines.
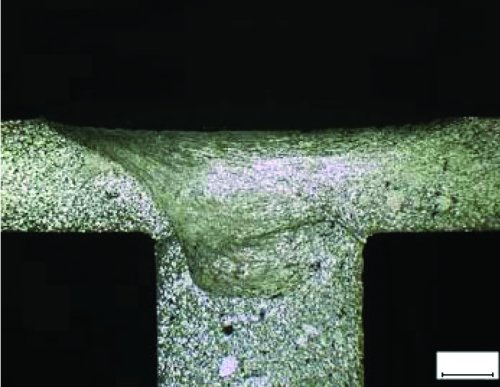
The fine-grain area at the top of this T-shaped casting illustrates typical results of the friction stir welding process.

3/8 inch (10mm) Stainless Steel plates permanently joined with friction stir welding in one pass.
Advances in tool materials make friction stir welding viable for carbon steel and other materials. Applications for friction stir welding include large-diameter pipe. This pipe has a 5/8 inch wall thickness and can be welded in one pass without traditional arc welding apparatus.

The modular design of the Legio friction stir welding machine brings the process to a broader base of materials, applications and users.
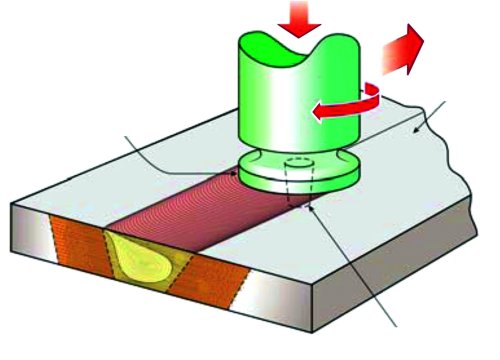
Friction at the shoulder of the tool (shown in green) creates heat to soften the material without melting it. Meanwhile, the profiled pin buries itself in the softened material, stirring it as it moves forward.
Share





ECi Software Solutions, Inc.
Featured Content
View More



Takumi USA
Featured Content
View More



.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More
Hwacheon Machinery America, Inc.
Featured Content
View More


Autodesk, Inc.
Featured Content
View More

Friction stir welding is now a proven process for joining high-carbon steels. This process does not involve temperatures high enough to melt these materials and cause unwanted metallurgical changes. Introduced in the early 1990s, friction stir welding found acceptance as a fast, high-quality method to join aluminum and other non-ferrous metals that are difficult to weld with traditional arc welding. A new generation of friction stir welding equipment brings the advantages of this process to a much broader base of applications. Unlike previous systems that required a substantial investment in a custom-engineered machine, the new system from ESAB Welding & Cutting Products (Florence, South Carolina) is based on a modular design. Given the name Legio by its developers, the new series of friction stir welding machines is built from standard modules designed to accommodate most applications. In fact, friction stir welding of high-nickel or other high-strength alloys solves some of the most difficult problems in joining these materials. According to the company, the process does so economically, bypassing the problems usually associated with arc welding of these materials.
In friction stir welding, a cylindrical shoulder tool with a profiled pin is rotated and plunged into the joining areas between two pieces of sheet or plate material. The adjacent surfaces need not be flat, thus making fillet joints and lap joints as weldable as butt joints. Heat from friction between the wear-resistant welding tool and the workpiece causes the sheet or plate to soften without reaching the melting point. The plasticized material is transferred to the trailing edge of the tool pin as the tool moves along the weld line. The material is forged by the intimate contact of the tool shoulder and the pin profile. After cooling, a solid phase bond is created between the pieces of metal that have been “stirred together.” This process joins materials without the need for a filler metal or shielding gas.



Until recently, friction stir welding has been associated with “soft” or non-ferrous materials such as aluminum, magnesium, copper, zinc and lead alloys. All of these materials become plasticized enough for friction stir welding at much lower temperatures. However, the use of friction stir welding on carbon steels has been restricted because few tool materials could withstand the high temperatures and high pressures required to weld harder alloys. Recently, the use of tool bodies composed of polycrystalline cubic boron nitride (PCBN) with tips made of polycrystalline diamond (PCD) has overcome this limitation.
This technology is available in many configurations. In addition to joining sheet and plate, systems can be configured for welding sections of pipe. These designs involve special spindle heads and pipe clamps to hold the round workpieces in place and weld together almost any diameter of pipe. With current technology, the maximum welding depth in pipe applications is about 5/8 inch in a single pass with no joint prep.
At first glance, the typical Legio system might be mistaken for a small milling machine or a drill press.
What’s “Wrong” With Welding
Arc welding thick plates requires special preparation of the weld joint. The steps involved are time-consuming and expensive. For example, the surfaces must be cleaned adequately and positioned carefully. The sides of adjacent surfaces must create an appropriate V-shape to allow the weld bead to melt into the joint in multiple passes. The V-shapes can be added by grinding, thermally cutting or nibbling with specialized tools. Between passes, any welding slag must be removed. Typically, hand tools such as wire brushes or air-powered peening tools are used to clean the joint. Friction stir welding does not need special cleaning of the surfaces because it welds completely in one pass. Thus this process is generally faster and cheaper than arc welding while maintaining good joint quality, developers say.
Experience shows that traditional arc welding of low-density materials such as castings can lead to unacceptable results. Often, cavities and voids not visible on the surface can be left in the finished welds. However, joining metals with friction stir welding can yield welds of excellent quality, even in cast materials. According to researchers at ESAB, the microstructure and homogeneity of the cast material actually improves after stir welding. Any porosity, a typical problem with castings, disappears. The microstructure of the stirred area is much finer-grained after welding, even in coarsely grained material. This effect is visible in the photo.
Arc welding high-nickel alloys such as Inconel, Monel, Waspalloy, and various stainless steels is typically performed by TIG (tungsten inert gas) welding processes, which by nature create large amounts of heat. While sufficient heat is necessary to fuse the parent and filler materials in a molten state, it can also deform and warp the components being joined. According to ESAB, correcting these conditions is the most common mode of rework following welding operations. However, friction stir welding can join plates as thick as 2.56 inches can be joined in a single pass with no deformation. In addition, joints can be welded as much as 10 times faster than conventional arc welding.
What’s “Right” About The Alternative
Likewise, friction stir welding has benefits when used to join high-strength, low-alloy (HSLA) carbon steels. Applications for these materials have been growing in the automotive, agriculture, and heavy equipment industries. The metal inert gas (MIG) welding process most often used to weld these materials has been somewhat of a challenge because of the high probability that toe cracks will occur. Toe cracks are caused by poor fusion of the weld filler material into the parent workpieces. Such cracks can be remedied only by extensive off-line hand welding. This rework causes delays and adds to production costs. However, friction stir welding these materials will not create toe cracks. According to the company, the ability to weld without using filler materials makes this joining process attractive for all series of HSLA steels, including HK65, HK80, and HK120.
Another cost advantage of friction stir welding is that a shielding gas is not needed. During arc welding, shielding gas displaces air near the molten materials so that they do not oxidize during fusion of the joint. The type of gas (argon, helium, or carbon dioxide) or gas mixture can vary by application, but typical costs can be as high as $20 per hour, per torch. Friction stir welding avoids this cost.
Moreover, friction stir welding is safe for the skin and eyes. The bright “spark” associated with arc welding is the emission of ultraviolet light produced by the electrical arc that creates the high temperature necessary for welding. The exact wavelength is not important, but the light emitted is almost 100-percent ultraviolet A rays. These rays are similar to those from the sun, but more intense. While a person might be exposed to sunlight for an extended period before damage to the skin occurs, welding light can damage unprotected skin in minutes. Exposure to unprotected eyes can cause permanent damage in seconds. Industry practice is to cover all exposed portions of the welder with PPE (personal protective equipment) including a welding helmet, thick gloves, welding smock, and fire-resistant sleeves. With friction stir welding, nothing more than typical shop apparel is required, developers point out. This helps keep supply costs low and operators comfortable. It also makes the modular approach to friction stir welding a good fit for machine shops serving automotive and other markets that can benefit from this technology.
Stirring Up New Interest
It might be said that friction stir welding is more like CNC milling than arc welding. The machines are similar in appearance and operation to other machines found in the shop. They have no air collection systems to remove harmful fumes and no special protective barriers to safely contain welding light. Friction stir welding equipment such as the Legio machines can be installed rather easily on the typical shop floor, developers say.
This point raises another attraction to friction stir welding – it can very likely be performed by existing shop personnel. Because the conventional rules of arc welding do not apply, special skills or training are not necessary to learn how to operate these machines. According to ESAB, one of the hardest positions to fill at present is that of a skilled welder. However, friction stir welding promises to ease the demand for skilled welders in a number of applications.
High-level programming skills are not required either. Programming can be performed off-line as well as at the machine. A program must be prepared for each part, as it would for a standard VMC or other CNC machine. Programs can be uploaded and downloaded via standard DNC software and RS-232 connections. Each part program for a Legio unit controls the rotational speed of the tool, the tilting angle of the head, welding speed and down force. Standard welding speed for all models is as high as 79 ipm (2 meters/min). Once the process parameters are determined for a part, they can be stored and recalled at any time, and the results will be as predictable as rerunning a program on other CNC equipment.
Legio friction stir welding machines are available in five basic with one or two heads. They can be configured in seven size ranges to a maximum of 10 meters in length. Other applications and sizes can be accommodated with the company’s customized platform of friction stir weld machines in the Super Stir series.
Friction stir welding is already an approved welding process for many aerospace, automotive and ship-building applications involving titanium, aluminum, and nickel alloys. ESAB, in a partnership with TWI, leads a significant effort to certify other materials and applications.
With the addition of friction stir welding to the list of economical and dependable welding processes, shops can provide high-value welding/joining without the experience or expense associated with traditional arc welding.
















Read Next

Welding On A Machining Center
Multiple-process machine tools generally combine two or more processes for metal removal. A lathe may have milling capability, or a machining center may perform grinding. But what about combining metal removal and metal joining in one machine? A process called 'friction stir welding' permits exactly that.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More