
For Easier Turnaround...Hard Milling
By using milling in place of EDM, this mold shop delivers finished work to customers days sooner.

Share





.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More











Hwacheon Machinery America, Inc.
Featured Content
View More



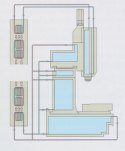
Creative's primary hard milling machining center guards against dimension changes across long machining cycles by circulating temperature-controlled fluid through the bed, saddle and column. (Illustration courtesy Yadsa.)

Creative uses TiCN coating (gold) for high speed roughing and TiAIN coating (dark) for hard milling. For high speed machining in steel, just about the only tools that are not coated are the ones the shop makes itself. When the detail to be machined is very small and/or hard to reach, Creative often employs its own custom tooling.

This sample piece has a hardness of 62 Rc. It measures 1.7 inch on its longest side. Total machining time (including drilling) was 127 minutes.

Creative Die Mold's primary machining center for hard milling features a 10,000 rpm spindle and a system for regulating the temperature of the machine structure.

The shop's experience with hard milling began with soft milling. Fast electrode milling machines gave Creative its learning curve with high speed machining.



The samples of hard-milled steel workpieces on these two pages were submitted by Yasda Precision. Both were cut on a machining center similar to the one Creative Die Mold uses, and both were machined entirely in a hardened state. The workpiece above has a hardness of 50 Rc. part of a mold for a VCR reading head, it measures about 2 inches on a side. Total machining time for this component was 157 minutes.
Creative Die Mold has wasted electrodes. When the shop first began to experiment with hard milling, it assumed that it would streamline the EDM (electrical discharge machining) process by milling molds closer to their finished form. What the shop did not know is that, in many cases, hard milling would allow EDM to be eliminated altogether. So for some early hard milling jobs, the shop had EDM electrodes ready and waiting for molds that were completed entirely on the machining center. The shop threw these electrodes away.
Creative is a 72-employee mold shop in Glendale Heights, Illinois. For Creative, "hard milling" means performing some milling after heat treat, instead of only milling when the metal is still in its softer state. Before the shop added hard milling capability, its preferred mold machining process was one that many other mold shops will recognize. Steel was milled to within about 0.015 inch of the mold's final form. Then the material was heat treated. This made the remaining material envelope not only harder, but also possibly distorted as a result of material stresses. Finally, EDM was used to remove this remaining stock. In hard milling, the machining center takes on some or all of the role of EDM in this last step.



Replacing EDM with milling would have been possible in the past, but it would have been very impractical. As slow a process as EDM is, milling would have been slower. Historically, taking the light depths of cut necessary to preserve tool life in material hardened to 50 Rc or better would have resulted in a prohibitively long milling cycle. And given the temperature changes that would occur across such a cycle, none of Creative's existing machining centers could be trusted to maintain acceptable dimensional consistency from beginning to end.
By contrast, hard milling now is often the more practical approach. Today, Creative machines many molds entirely without EDM. On other molds, the role of EDM is limited only to those few features that are difficult or impossible to mill, such as deep grooves and internal corners.
The most significant payoff is time saved. Hard milling lets Creative achieve faster removal rates for hardened metal on a machining center than it can through EDM. And where EDM can be eliminated, there is also no need to spend machine time on fabricating an electrode.
Add these savings to the time saved after all of the machining is done. Through hard milling, Creative brings molds much closer to their final form and surface quality than it could through EDM. As a result, the time for polishing and for hand fitting the parting line can be considerably reduced.
CNC department manager Scott Matz estimates the impact. "Add up all the savings on a hard milling job," he says, "and the technique probably cuts 50 hours of work from the average mold."
Getting Started
Two factors had to come together before Creative could achieve effective hard milling. One is faster machining centers. The other is a process capable of making the best use of this higher speed.
Though the shop didn't know it at the time, its move toward hard milling began with soft milling. The essence of the machining technique for hardened steel is taking light cuts at very high feed rates, or in other words, high speed machining. And Creative first applied high speed machining not to metal molds, but to graphite electrodes.
Three years ago, Creative purchased a CNC graphite mill that was—and still is—far faster than any other model of machining center in the shop. Two more graphite mills just like it followed later. These machines, from Okada (Plymouth, Michigan), feature 25,000 rpm spindles. Creative uses the high speed to permit correspondingly high feed rates, and in turn uses these high feed rates to keep the machining cycle productive even while depths of cut are drastically reduced. The swift, light cutting produces electrodes that are geometrically precise enough to make any hand working of the electrodes unnecessary.
The 25,000 rpm graphite mills gave Creative's employees their learning curve with high speed machining. Mr. Matz says the shop learned at least two important lessons on the way to machining effectively at high spindle speeds and feed rates.
One lesson is that the investment in high speed machining doesn't stop with a faster machine tool. A machine that may be more expensive than others in the shop is likely to demand tooling that is also more expensive. In the case of graphite milling at Creative, this means diamond-coated tools. And in the case of machining steel, this generally means high-quality carbide coated with TiCN for roughing or TiAlN for hard milling.
The other lesson is that the old rules concerning how an effective machining process looks and behaves no longer apply. A programmer may find that the instinct he has accumulated over a long career is all wrong for a much faster machine tool. At Creative, for example, the high speed graphite mills are routinely run at feed rates of 150 ipm and higher. By contrast, Mr. Matz knows of a shop using a similar graphite mill without achieving the same returns, simply because the programmer in this shop prefers to take heavier cuts at a more traditional 20 ipm. In a change like the move to high speed machining, says Mr. Matz, the human element can be the most crucial process component of all.
The Machine Tool
The first machine to let Creative apply its high speed machining techniques to hardened steel was one the shop bought last year from Yasda Precision (Elk Grove Village, Illinois). The shop now roughs out molds on this vertical machining center, heat treats the material, then returns the hardened tooling to this same machine for finishing. Running the machine at 10,000 rpm lets Creative take finishing passes at 200 ipm, and thus achieve a profitable metal removal rate even though milling depths in the hardened steel are held to 0.009 inch or less.
The light depths of cut preserve tool life. Cut deeper, and the tool would be too likely to fail or degrade in mid-process, forcing the shop either to start the cycle from the beginning with a new tool, or else defeat much of the advantage of hard milling by using extensive hand work to remove any discontinuity in the mold's surface where a new tool replaced a tool that was worn.
But even at 200 ipm, the light cuts produce long milling cycles. This leaves open the danger that temperature changes could compromise the machine's dimensional stability, and therefore the accuracy of the work. In fact, Creative compounds the hazard by running molds back-to-back. Because the shop's use of high speed machining for steel is limited primarily by machine availability, it's not uncommon for an eight-hour machining cycle for one core or cavity to be followed immediately by an eight-hour cycle for another part.
However, the Yasda machine is unique among the machines in the Creative shop for its ability to control these temperature variations. The design of the machine includes heat exchange systems that circulate temperature-controlled fluid through the bed, saddle, and column. The fluid's temperature is held constant within ±0.2°C.
The Yasda machine was designed specifically with hard milling in mind. In addition to offering the temperature control, it is also Creative's most rigid machining center. However, a second 10,000 rpm machining center Creative purchased for similar work illustrates how hard milling—at least some hard milling—can be performed without a higher-end machine. The more recently purchased machine is less expensive, in part because it lacks both the rigidity and the temperature control. Neither difference disqualifies the machine from performing hard milling, but Creative does use this second machine more sparingly. The shop assigns this machine hard milling jobs with less critical precision requirements, and when it runs the machine through back-to-back shifts, it allows a cool-down period in between.
But neither machine can do the job alone. Creative has learned that any investment in a high speed machining center must include the time and expense necessary to build an effective process around it.
The Process
The shop assembled a number of components to create its process for high speed machining in steel. Fast machining centers are the first component. Mr. Matz lists others:
- Cutting tools. Most of the tools Creative uses for high speed machining are made from more expensive carbide grades engineered for high toughness. The coating is either TiCN or TiAlN (titanium carbon nitride or titanium aluminum nitride, respectively). TiCN delivers endurance, says Mr. Matz. Creative uses it in long high speed roughing cycles before the material has been heat treated. By contrast, TiAlN is more wear resistant. This is Creative's coating of choice for hard milling.
- Toolholders. High speed machining calls for the approach to toolholders to be discriminating—in more ways than one. The consequences of both runout error and imbalance are potentially more serious at higher spindle speeds. So to ensure good concentricity and balance, Creative favors higher quality toolholders for its high speed machines than it would buy for any of its standard machining centers. The shop also keeps the high speed tool-holders separate. Mr. Matz says, "An asset to our high speed machining process is that one of the operators on the Yasda machine is something of a perfectionist. He keeps careful track of the tooling for that machine." As a result, toolholders for the high speed machines are not borrowed by other operators for use on slower machines. This prevents the toolholders from being exposed to much heavier cuts that might affect balance and runout.
- Programming technique. The difference between high speed and conventional toolpaths is more than just faster, lighter cuts. At the higher feed rates, it becomes more important to protect the tool from sudden changes in cutting force. Instead of letting the tool travel back and forth over a core or cavity—and repeatedly leave and re-enter the material—Creative's programmers typically use constant Z-level machining to keep a more steady load on the tool. Also called "water level" machining, this procedure involves machining one vertical layer after another in a spiral pattern. Material is removed one layer at a time, revealing the completed form the way a falling water level would.
In addition, Creative generally uses no starter holes in high speed machining. To enter the material, or to descend from one Z level to the next, programmers have the tool ramp in—descending into the hardened material at an angle no steeper than about 3 degrees.
Try Anything
Mr. Matz points to one more ingredient that has been essential to Creative Die Mold's success with high speed machining—first for electrode production, now for hard milling. That ingredient is the company's willingness to invest time and money on experimentation, both with new products and with new techniques.
"We won't buy just anything, but we will try anything," says Mr. Matz
And that outlook has delivered tangible returns, he says. If Creative assumed that the way it had always machined molds was the way it would always machine molds, then the company would never have achieved the lead time advantage that it now enjoys as a result of hard milling.
















Related Content

How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More