
A Systems Approach for Successful Titanium Machining
Coolant delivery, spindle connection and dynamic response all are part of a tooling formula for milling this metal productively.


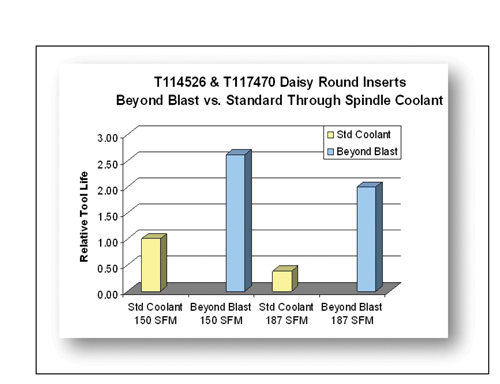
Beyond Blast daisy-style round milling inserts have been demonstrated to deliver at least 2.5 times better tool life than comparable inserts using more typical coolant delivery.
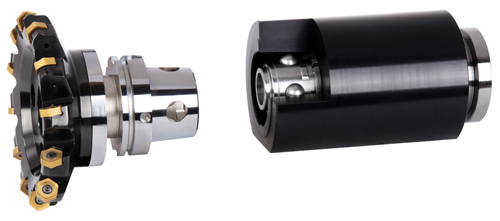
The KM4X system features a ball mechanism for high clamping force in a design that also provides for high bending resistance.
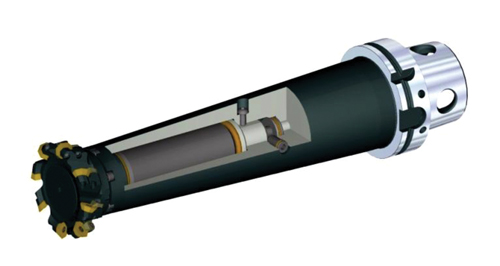
A tunable tooling system improves dynamic stiffness through the use of a passive dynamic absorber.
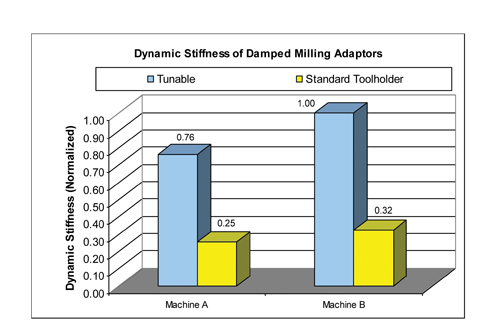
This graph compares the dynamic stiffness of a standard solid holder with that of a tunable holder in milling Ti6Al4V with a hardness of 42-46 HRC. Other test conditions include 10-inch pass length, water-based coolant at 1,000 psi, 0.010 ipt, axial depth of 0.15 inch and radial depth of 2.0 inch.
Share







Hwacheon Machinery America, Inc.
Featured Content
View More












When it comes to improving titanium machining performance, there is no “one size fits all.” Experienced manufacturers across many industries know that when working with titanium, many issues need addressing, such as the importance of thermal management, the strength of spindle connections and the need to maximize dynamic stiffness. These issues, among other factors, provide the reasons for taking a systems approach to moving titanium machining to higher performance levels.
Drilling Concepts

A wide third-margin land balances forces to act against a pendulum motion of the drill.
Drilling in titanium is another difficult task. Due to the mechanical and physical properties of this material, creating holes of high quality in terms of straightness, cylindricity and roundness is challenging. High dynamic forces are usually coupled with rapid chip segmentation, which, in the case of titanium, occurs at very low cutting speeds. Kennametal’s Y-Tech drill uses uneven flute-to-flute spacing to control these dynamic forces as well as the pendulum motion of the drill as it emerges from difficult materials. The position of the cutting edges creates a radial force that is balanced by a wide third-margin land pressed against the hole wall. This distribution of forces reduces the dynamic force impact, resulting in better roundness and cylindricity of the drilled hole.
















Related Content

Rego-Fix Toolholding System Reduces Coolant Consumption
MQL PG collets are designed for machines using one-channel, internal through-spindle MQL systems.
Read More
How to Mitigate Chatter to Boost Machining Rates
There are usually better solutions to chatter than just reducing the feed rate. Through vibration analysis, the chatter problem can be solved, enabling much higher metal removal rates, better quality and longer tool life.
Read More
Ceratizit's Updated Tooling Solutions Improve Machining Performance
The company has upgraded its EcoCut indexable inserts lineup, as well as introduced two new toolholding and workholding solutions.
Read More
Simulation and Tooling Secure High-Value Work
Simulation software and careful attention to tooling parameters have enabled Major Tool to take on ambitious projects with its complex machinery.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More