
Measuring Surface Finish on Valve Seats
Measuring surface roughness of valve seats on cylinder heads is challenging. The land areas are short, and the roughness values are high. Normally, valve seats require basic roughness parameter analysis by a skidded measuring system. However, because of the short length and high roughness values, some argue that a skidless system is the best way to measure roughness of these surfaces.

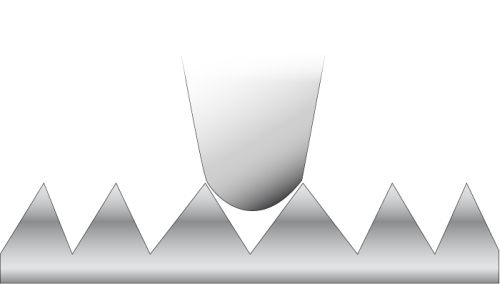
Figure 1
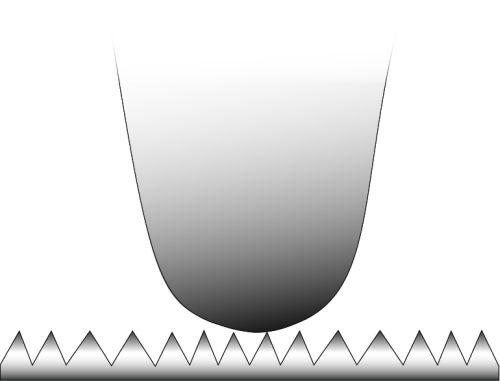
Figure 2
Share




.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More



Hwacheon Machinery America, Inc.
Featured Content
View More

ECi Software Solutions, Inc.
Featured Content
View More








For these reasons—minimizing the effects of mechanical filtering as a result of a long skid length on a longitudinal probe, and having a short skid radius when using a lateral-type skidded probe—skidless measurement probes are often recommended for the evaluation of short-land/high-value applications such as valve seats. Because the datum surface on a skidless system is built into the drive unit rather than being placed at the end of the measurement probe, mechanical filtering of the measurement results does not take place, and measurement results are more accurate.












Read Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More