
Measurement System Analysis
Range, resolution and accuracy in digital amplifiers and inductive probes.


George Schuetz
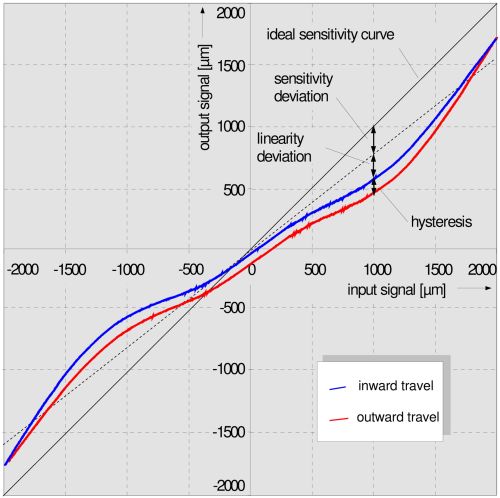
The basic identity of an inductive probe is its electrical signal output curve, which is characterized by an "S" shape. This graph plots the deviation error from an ideal straight line over the entire measuring range of the probe. All inductive analog probes have increasing deviation, or linearity error, as the reading moves away from their null, or electrical zero position.

This photo shows a gage set up with four probes built into a fixture for small-taper parts. Inductive probe resolution is limited by the amplifier design, display instrumentation and mechanical design. However, resolution does not mean high accuracy. Many times the display resolution is assumed to reflect a measuring system's accuracy, but this is far from the case.
Share




Takumi USA
Featured Content
View More





ECi Software Solutions, Inc.
Featured Content
View More








.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More












Read Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More