
Toolholder Change Helps HMC Realize Full Machining Potential
An alternate toolholding technology has allowed a shop to achieve much higher spindle speeds on an HMC used to machine short runs of aluminum billet workpieces.

Share


.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More

ECi Software Solutions, Inc.
Featured Content
View More

Takumi USA
Featured Content
View More



Hwacheon Machinery America, Inc.
Featured Content
View More










This simple tool change-out fixture secures the toolholder while an operator unclamps a tool using a C-spanner wrench.
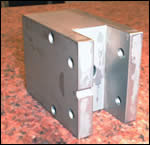
A toolholding method that uses an elastic material to provide an even clamping force around a tool’s shank has increased spindle speed and feed rates for this and other aluminum components machined on a 14,000-rpm HMC.
An alternate toolholding technology has allowed a Brookville, Ohio manufacturer’s shop to redline spindle speed on an HMC purchased to machine short runs of aluminum billet workpieces. Changing toolholders has also greatly increased feed rate and throughput for a variety of components that make up the specialty and pneumatic actuators the company produces.
The shop is part of IMI Norgren’s Actuator Division, located just west of Dayton. This facility manufactures various air cylinder actuators for automotive, packaging and other industries. A little more than a year ago, the company purchased a 30-horsepower Mori Seiki NH4000 HMC to produce many of the specials and low-run jobs primarily from aluminum billet. Rated at 14,000 revolutions per minute, this machine is the shop’s fastest in terms of spindle speed.



Until recently, Jason Ballin, CNC programmer and operator, could never run the machine at such high revolutions per minute. That’s because the traditional setscrew end mill toolholder the shop used was holding the machine back by introducing chatter at speeds faster than 8,000 revolutions per minute. The toolholder design, which uses two set screws directly in contact with a tool’s shank to secure it in the toolholder, didn’t provide the balance and runout necessary to deliver a quality surface finish at high speeds.
Mr. Ballin and the shop’s manufacturing engineer, Norm Howard, tested an alternate toolholder technology that ultimately enabled their fast machine to reach its full potential. That toolholder is the Sino-T from Schunk Inc. (Morrisville, North Carolina). The Sino-T toolholder employs compressive toolholder design similar to that used by hydraulic toolholders at a cost comparable to collet-style toolholders. Rather than fluid, this device uses an elastic material that when pressurized provides an equally distributed clamping force around a tool’s shank for effective vibration resistance at high spindle speeds. Its compact body avoids contact with components on the tombstones commonly used to fixture multiple workpieces in the two-pallet HMC.
A Gripping Example
One machined component is illustrative of how the shop has benefited from the change in its toolholding method. It is a 6061 aluminum body for a pneumatic gripping device that requires milling, drilling and grooving operations. The machining of two features, in particular, was hampered by the original end mill toolholder. One is a 0.83-inch-wide, 0.82-inch-deep slot in which gripper fingers must freely articulate. The other is a 1.25-inch-diameter, 1.35-inch-deep bore that receives a pneumatic piston.
When high spindle speeds were attempted in producing the slots, excessive runout and chatter caused match line problems while roughing with three cutting passes using a 0.75-inch indexable insert end mill. By using the same end mill with a Sino-T toolholder, the HMC’s spindle speed could be increased from 8,000 to 14,000 revolutions per minute. In addition, the feed rate increased from 60 inches per minute to 150 inches per minute, which significantly decreased cycle time for these operations. After roughing, the HMC takes two finishing passes using a solid carbide end mill in another Sino-T toolholder. These passes bring the slot to its final depth and width while providing 32-root-mean-square surface finish and no match line problems.
The bore opposite the slot is roughed through circular interpolation using the same 0.75-inch inserted end mill that machined the slot. A finishing pass with a solid carbide tool yields a 16-root-mean-square surface finish. By creating holes via circular interpolation, the shop can machine a number of hole diameters with a single tool that remains in a known pocket in the machine’s 60-tool ATC carousel. It also eliminates the use of an adjustable boring head, which would require adjustment to a new bore diameter, off-line measurement to verify the diameter and touch-off before boring.
The shop uses a custom tool change-out fixture created by IMI Norgren and a C-spanner wrench to change tools out of the Sino-T. The wrench secures a new tool by compressing the toolholder’s clamping sleeve and elastic material around the tool’s shank. A hard stop prevents over-tightening with the wrench and possible toolholder damage. The toolholding mechanism is completely sealed for the through-spindle coolant (the shop’s HMC has a 1,000-pounds-per-square-inch system).
IMI Norgren’s shop machines approximately 200 gripper bodies per month. For the first month after switching to the SINO-T, Mr. Howard says the shop did not have to change a single insert from the 0.75-inch roughing end mill. Using the previous tooling method, he estimates that 10 inserts would have been consumed during that one-month period. The shop went on to machine more than 2,000 gripper bodies with the same set of inserts, he says.
In addition to the 0.75-inch indexable insert and solid carbide end mills, the shop has also used 0.375- and 0.5-inch solid carbide end mills in the new toolholder. Mr. Howard notes that other diameters are possible using reducer collets.












Read Next

Don’t Forget The Drawbar
The force that holds the toolholder in the machining center's spindle can weaken over time. If you haven't checked drawbar force in a while, this may be the weak link in your process.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More