New Modular Tool Options for Small Spindle Milling
Sponsored ContentTooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Share
Whether on Swiss and other turn/mill centers, drilling and tapping machines, or with milling attachments, shops are doing more milling with small spindles than ever before. That’s partly due to the growing adoption of multitasking equipment, but also the increasing prevalence of near net shape machining particularly on parts generated with metal additive manufacturing.
Because available space and spindle HP are often limited with this equipment, shops have had little choice but to stick to solid tools for milling operations. Now the tooling is catching up with the need with indexable and modular tools available in surprisingly small sizes. This provides shops with much more flexibility to get the best combination of tool substrate, coating and configuration for your part features and materials. Plus, the modular approach can reduce required tooling inventory – or machining compromises – and reduce cost by getting much better utilization of carbide cutting edges.
That’s not to say that solid tools don’t still have their place; it really all depends on the application. Cutting tool manufacturer ISCAR makes both types of tooling, and so has a balanced view on where modular tooling fits in these types of applications. Here’s how ISCAR addresses milling with smaller spindles.
High Feed and High Efficiency Milling with Small Spindles
Much has been said about high feed and high efficiency milling in recent years because these processes can dramatically increase metal removal rates while consuming less spindle power. In comparison to traditional milling, high feed milling (HFM) uses similar stepovers but shallower depths of cut at higher feed rates. Tools designed for HFM must be very efficient at cutting near the tip of the tool. High efficiency milling (HEM) uses a much deeper depth of cut, but smaller stepover, also at higher feeds and speeds. Solid tools are frequently used for HEM because cutting with the side of the tool is what matters, and you get much better edge utilization because a larger portion of the flute length is used in the cut.
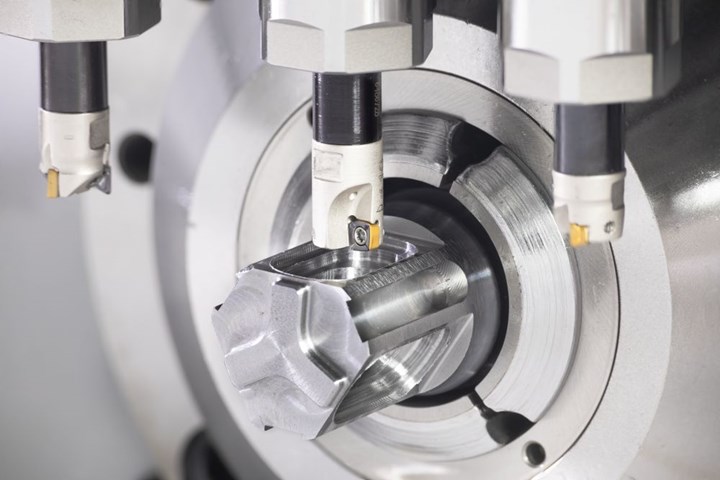
Indexable tools are a better choice for shallow depths of cut.
What doesn’t make sense for HFM, or any other shallow DOC cutting, is extensive use of solid tools where you are using a small percentage of the cutting edge. Tools wear out with as little as 10% of the carbide flutes having cut anything at all.
The Right Tool for The Application
High feed milling is but one area where indexable and modular tools come into play. But there are many others. For example, ISCAR’s Multi-Master line is a completely modular solution based on standard head-to-body and body-to-toolholder connections. It supports all types of rotating tools, offering 61 different types of solid carbide heads and 25 indexable body types with a wide variety of inserts from which to choose.
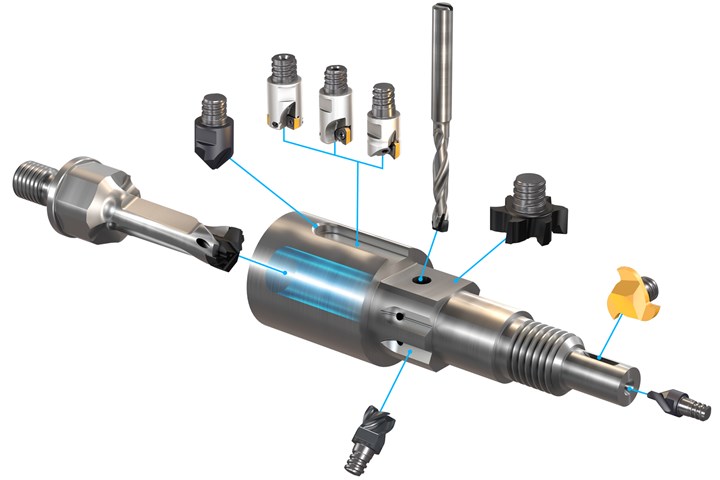
The Multi-Master concept enables modular tool milling with a wide range of shanks, extensions, adapters and reducers.
The tools with replaceable heads include families for milling (square shoulder, plane surfaces, slots and grooves, splines etc.) and hole-making (drilling, countersinking). Based on the original design principles of ISCAR’s Multi-Master and Chamdrill lines, the tools feature the “no setup time” principle, that is, replacing a worn head typically does not require additional setup operations.
The Multi-Master concept features centering by a short precise taper, face contact and a unique thread profile. This enables a highly accurate and rigid connection that provides significant possibilities for modular tooling with a wide range of shanks, extensions, adapters, and reducers.

Indexable heads provide a more versatile and cost effective solution than solid tools in many applications.
The shanks are made of steel, cemented carbide with considerable stiffness, and heavy metal, all with good vibration-resistant properties. ISCAR also recently introduced two new lines designed to leverage the Multi-Master system. With an exact 90 degree insert profile, the LogIQ and NeoLogIQ lines are designed for square shoulder and face milling. Multi-Master and FlexFit mutual connections substantially expand the application range for both families.
ISCAR also has a range of tools designed specifically for high feed milling, a process that is based on the axial “chip thinning” principle. Tools with a shallow lead/entry angle enable high feed cutting. The geometry of these tools is designed precisely for this application with care taken to ensure correct distribution of the cutting force components. The NanMill, NanFeed, MicroFeed, and HeliMill products are particularly appropriate for small spindle applications with the smaller modular tools lines ranging from 8 to 25.4 mm (0.315” – 1.000”) in diameter.

Integral collets improve clamping stability. See video below.
The Multi-Master line also includes a range of solid carbide heads designed for different cutting conditions and materials. In all, there are more than 48,000 possible combinations of cutting heads, bodies and toolholders to fit small milling machines, turn/mill and Swiss turning center driven tools, and milling attachments. And the accuracy of the head and body combinations helps reduce downtime. Replacing a solid head typically keeps tool length within ±4 “tenths” which means you can generally index to a redundant tool without need to reestablish tool tip location. Multi-Master heads with indexable inserts repeat to about ±5 “thousandths” which is sufficient for many roughing applications.
For additional efficiency in a modular system, a single ER32 to M12 collet (FLEXFIT) can handle multiple SUMOCHAM drill bodies covering a range from .236” to .823”.
Weighing the Benefits of Modularity
The main benefits of modularity are versatility and time-savings. A modular concept facilitates the quick and easy building of an optimally customized cutting tool using an assembly of standardized elements. You don't have to order costly, specialized tools and wait months for delivery. If a tool is urgently needed for immediate production, a suitable solution is close at hand.

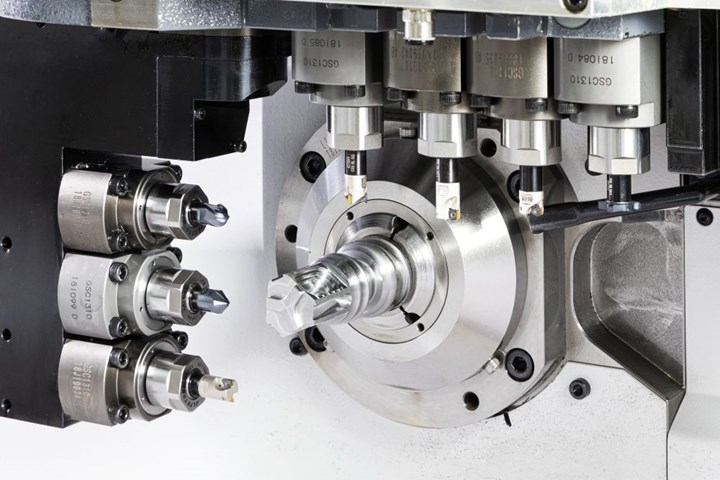
The compact modular concept lends itself to gang tool applications.
When deciding on a particular tool, both advantages and disadvantages of the modular concept need to be considered. The key to deciding which tool is the best for an application should be based on production strategy, current production demands, or an immediate need of a tool. The cutting tool manufacturer should provide the means to make the correct choice and at the same time continue to develop modular products that achieve greater adaptability, rigidity, and accuracy.
Please visit the ISCAR website for information on ISCAR milling tools.
