
Manufacturer Sets Its Sights on Toolpath Simulation
When machining capacity and part complexity had grown to the point that simulation became necessary, Trijicon Inc. used Vericut software to reduce downtime while increasing production levels.

Every program is verified using Vericut from CGTech before it is released into the shop. According to Trijicon’s lead programmer Joseph Zarzycki, it enables him to focus solely on programming instead of taking into account factors such as tool lengths and clearing the fixture at first—he can clean the program after the software alerts him of potential crashes.

Trijicon designs, manufactures and distributes a complete line of magnified optics, reflex and iron sights, thermal imaging products, mounts, and accessories.

Trijicon’s “bread and butter” product is the Advanced Combat Optical Gunsight (ACOG). A key component of the U.S. Army Advanced Combat Rifle program, the ACOG is a self-illuminating, telescopic gunsight that takes advantage of the brain’s ability to switch between the magnified image viewed through the sight with the dominant eye, to the non-magnified, wide field of view seen through the non-dominant eye.
Share
















ECi Software Solutions, Inc.
Featured Content
View More

Autodesk, Inc.
Featured Content
View More

Along with good form, a crucial aspect of shooting accuracy is a sight that’s straight and true. Trijicon Inc. of Wixom, Michigan, has supplied such aiming systems for more than three decades. As its product offerings have grown more numerous and complex, the company has realized the necessity to simulate all its tool paths using Vericut from CGTech (Irvine, California). Now, the shop has the foresight to avoid crashes, reducing downtime and increasing production levels.
Trijicon designs, manufactures and distributes a complete line of magnified optics, reflex and iron sights, thermal imaging products, mounts, and accessories. The company got its start when founder Glyn Bindon began distributing rifle scopes during the early 1980s and eventually developed his own product line, as well as the Bindon Aiming Concept, an aiming technique that relies on the shooter keeping both eyes open while sighting through a Trijicon Advanced Combat Optical Gunsight (ACOG). A key component of the U.S. Army Advanced Combat Rifle program, the ACOG is a self-illuminating, telescopic gunsight that takes advantage of the brain’s ability to switch between the magnified image viewed through the sight with the dominant eye, to the non-magnified, wide field of view seen through the non-dominant eye. It is designed to make it easier to track moving targets from a distance, reduce eye strain and provide the shooter with better awareness of his or her surroundings.



Although this is Trijicon’s “bread-and-butter” product, the company also markets, machines and assembles hundreds of part numbers across dozens of product lines in its lights-out facility. About five years ago, Trijicon’s machining capacity and part complexity had grown to the point that a higher level of organization was necessary, and lead programmer Joseph Zarzycki began looking for ways to improve efficiency and output.
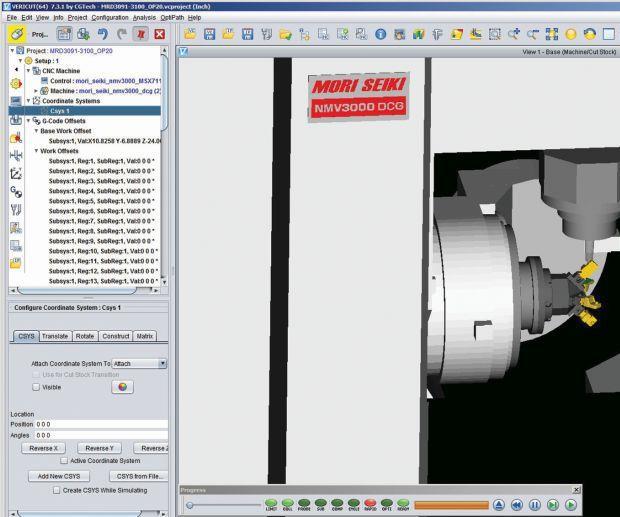
“That’s when we actually started devoting time and resources into our programming capabilities. I’d heard of toolpath simulation and knew of Vericut, but had never used it before. As we expanded our machining into other products though, and especially when we got into multi-axis work, it became obvious we needed better tools. We contacted CGTech and scheduled a demo,” he says. CGTech’s Vericut NC software analyzes the actual G code used to drive machine axis motions, watching for collisions and displaying areas where the programmer can improve cutter paths.
Mr. Zarzycki decided to use the software first on the ACOG, which is machined on a four-axis NH4000 Mori Seiki. He used Vericut to reorder tool paths and combine different tools, simulating the effect of the changes offline. This enabled the company to avoid downtime while gradually ramping up production levels. Ultimately, he was able to cut cycle time from 9 ½ minutes to just 1 ½ minutes per part.
On the heels of that success, every program is now verified before it is released into the shop. In fact, Mr. Zarzycki claims that Vericut helps Trijicon avoid crashing on every single job, because he “just sits down and writes the programs” instead of worrying about tool lengths and clearing the fixture. When he sends the program to Vericut, it usually crashes on the first cut. That’s when he goes back and starts making adjustments. “I don’t waste time trying to make sure everything’s perfect up front, because Vericut tells me if I’ve missed anything,” he says. “It’s really changed our approach to programming.”
Vericut has changed how the shop works as well. The “old-fashioned” worry during program prove-out is gone, Mr. Zarzycki says, and machinists no longer have to hover over the cycle-stop button in anticipation of a crash. Each machine tool has a workstation equipped with Vericut Reviewer, a read-only utility available as a free download on the CGTech website, so the people on the shop floor can see what’s coming when setting up a job. Because of these things, the number of toolholders with rub marks and other evidence of collision have dwindled to near zero, he says.
Trijicon depends on machine probing as a central component of unattended production. The company has not yet purchased CGTech’s CNC Machine Probing module, but Mr. Zarzycki says that day is coming. “We use Blum laser systems and Renishaw probes to set tool and fixture offsets, and for in-process inspection. The standard Vericut NC package validates our probing cycles, but it wasn’t designed for this, and we’re quickly exceeding the capabilities in that area. The new probing module actually creates the probe routines, and has integration back to the job setup sheets and built-in inspection sequences generated by Vericut,” he says.
Integration is increasingly important at Trijicon. The company sets all tool lengths and diameters offline with a Parlec presetter, and its most recent pair of horizontal machining centers are equipped with DMG MORI’s onboard MCC tool management system (TMS), which Mr. Zarzycki and his team are rolling out to all of the machines in the shop. As in other areas, Vericut plays a significant role here.
“Even with the machines that don’t have a tool management option, you can still use Vericut to maintain a library of which tools are currently deployed and which ones are available,” he says. “This library is also available to the presetter, which pulls in the expected geometry data from Vericut and sends back updates of the actual dimensions. Once we realized how powerful Vericut is, and that tool management was the direction we were going, we knew it was silly to try anything else. We already have all the tools modeled in Vericut, so it just makes sense to keep everything there.”
Mr. Zarzycki admits it took hard work to get to where Trijicon is today. Along with Vericut, the company invested in Lang Technik quick-change pallets and Raptor five-axis vises to complement the machining capabilities of its 28-pallet FMS. As for simulation methodology, Mr. Zarzycki says he’s spent many hours tweaking the interfaces between Vericut and the shop’s CAD/CAM software, and has put forth considerable effort in developing templates for each of the machine tools. These contain all the available fixtures that can be used on that machine, making it a simple matter for the Vericut operator to turn on or off whatever fixtures are needed, moving them around as necessary based on job requirements. “We have 99 percent of our fixtures modeled now,” he says. “We have a master toolholder library that Vericut draws from automatically. We have tool management systems. All that’s needed when setting up a job is to generate the NC code, pull it into the Vericut template and process the file. It’s pretty seamless.”
















Related Content

4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read More
Can ChatGPT Create Usable G-Code Programs?
Since its debut in late 2022, ChatGPT has been used in many situations, from writing stories to writing code, including G-code. But is it useful to shops? We asked a CAM expert for his thoughts.
Read More
Automated CAM Programming – Is Your Software Really Delivering?
A look at the latest automation tools in Autodesk Fusion 360 software and how forward-thinking machine shops and manufacturing departments are using them to slash delivery times and win more business.
Read More
6 Machine Shop Essentials to Stay Competitive
If you want to streamline production and be competitive in the industry, you will need far more than a standard three-axis CNC mill or two-axis CNC lathe and a few measuring tools.
Read MoreRead Next

Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More