
Leveraging CAD/CAM for High-Density Machining
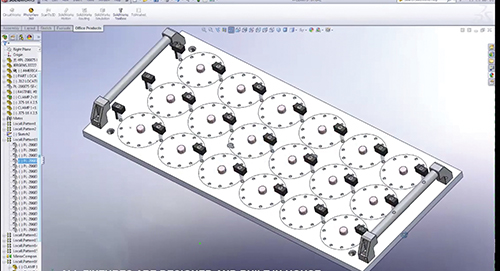
CAD/CAM software streamlines the design of high-density fixtures for this machine shop.

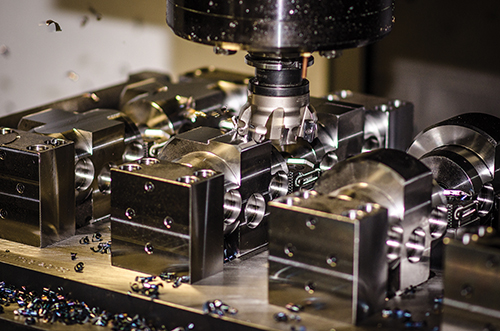
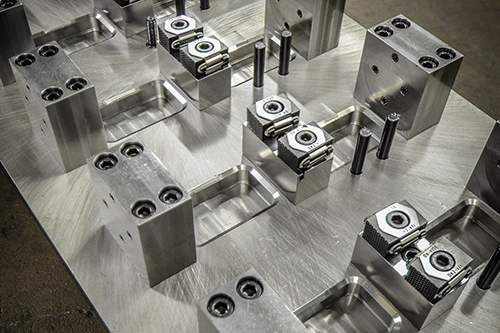
As part of its high-density machining approach, J&R Machine creates fixtures that enable many parts to be machined in a single setup.
High-density machining is also performed on vertical machines. This increases machining efficiency by reducing the required number of tool changes.
To machine parts safely in high density, J&R uses Mastercam’s machine simulation feature…
…to check clearances prior to starting a new job.
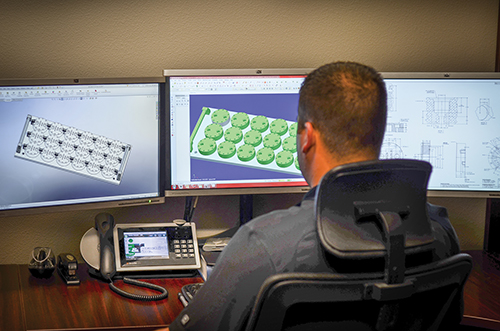
J&R Machine’s Parker Tumanic works in several views of Mastercam and his CAD program to create efficient high-density machining strategies for his CNC equipment. Although many parts will be manufactured during a single setup, Mr. Tumanic needs to design CNC programs to make the part and the fixture only once. When these programs are completed, he can populate them across the workholding plate in a series of cut and paste operations.
Share










Takumi USA
Featured Content
View More



ECi Software Solutions, Inc.
Featured Content
View More
.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More




J&R Machine Inc. makes critical parts for industries including medical device, industrial equipment, energy and auto racing. The Shawano, Wisconsin, company also takes pride in its workholding fixtures for internal consumption—fixtures designed to make many sides of a part accessible for multiaxis machines while enabling numerous individual parts to be quickly loaded in a single setup. This concept is known as high-density machining, and developing the CAD/CAM expertise to implement it played a major role in J&R’s dramatic turnaround from some significant challenges it faced just a decade ago.
In early 2004, work was drying up due to a sluggish economy and increased offshoring to low-wage countries. Tim Tumanic, J&R’s president, realized that the only option was to go after more complicated, value-added work that was less prone to offshoring. To make this kind of work profitable, the company re-structured its business model from a conventional job shop to a complete manufacturing services business. It also modified its shopfloor processes and started to acquire more advanced equipment.



By 2009, business conditions began to improve. J&R had purchased horizontal machining centers and multiaxis turning centers, and was attracting some of the complex work it had envisioned years earlier. The company also invested in seats of Mastercam CAM software from CNC Software Inc., and Solidworks CAD software. Although it had previously performed its CNC programming manually at each machine, it realized that this new software capability would enable the company to streamline high-density workholding fixture design and toolpath generation for both parts and fixtures.
“Mastercam and Solidworks enabled us to go from print to part much faster,” says Parker Tumanic, J&R’s vice president as well as primary fixture designer and CNC programmer. “By offering shorter lead times, we began to attract a steadier stream of the type of complex work we had established as being our goal.”
For example, one part that used to take Mr. Tumanic 10 hours to program at the machine now took no more than an hour. Not only did this result in a big boost to his personal productivity, it also freed 10 additional hours for the machine tool to be cutting parts. Therefore, the initial investment in CAD/CAM software had the same impact on productivity as adding another CNC machine, he notes.
After taking a year to become proficient with these new software tools, Mr. Tumanic turned his attention to developing J&R’s proprietary internal product line: high-density fixturing. “High-density machining is all about amortizing the cost of tool changes by spreading them over many parts fixtured in a machine during a single setup,” he says. “Making a single part that requires 10 tool changes at 3 seconds per tool change would equal 30 seconds of tool changing time. By fixturing 10 parts in a high-density fixture, the tool change time per part becomes just 3 seconds.
“Every part we make has its own custom fixture,” Mr. Tumanic explains. “We don’t skimp on fixture design and we don’t pad the piece price. There is a one-time charge for the fixture and, in return, the customer gets a lower piece price. For example, if we are running 10,000 parts for a customer, and we are $2 more competitive than another vendor, then that would be a $20,000 savings. If we charged $5,000 for the fixture, our customer would be ahead by $15,000 and would not be continually paying for the fixture as it might be if the fixture was buried in the piece price.”
For each new job that’s a good candidate for high-density machining, Mr. Tumanic imports the part’s CAD model into Solidworks and uses that as the basis for designing a fixture for holding multiple parts. As a result, there are two models: one for the part and one for the fixture. The starting points for the fixture designs are standard fixture bases, pre-defined and available as templates. The models for the part and custom fixture are then imported into Mastercam, which Mr. Tumanic uses to develop the tool paths for making them. Although many parts will be machined during a single setup, he only needs to create the tool paths for making each part and the fixture once. After these programs are completed, he can simply populate them across the workholding plate in a series of cut-and-paste operations.
Mr. Tumanic then uses Mastercam’s offline Machine Simulation feature to ensure that there are no clearance issues that would cause a crash. If the simulation reveals a clearance issue, he may change the tool path at that position, use a different tool or use Solidworks to change the design of the workholding device.
J&R uses the high-density approach as often as possible, designing custom fixtures to accommodate as many as 100 parts in a single setup. Mr. Tumanic says this can reduce per-part cycle times by as much as 30 to 90 percent, depending on the part. In addition, a well-designed custom fixture reduces potential for operator loading error. It also makes it possible to reach more areas on the part with fewer operations and provides a more rigid workholding solution, making it possible to hold tighter tolerances. Plus, because total machine cycle times for a single setup are much longer, operators can monitor two or three machines instead of just one.
J&R is also continually on the lookout for additional ways to improve its manufacturing processes. One of its allies in this pursuit is ShopWare, its local Mastercam reseller. Mr. Tumanic consults with ShopWare whenever he comes across a machining issue, and the reseller has also conducted on-site training for the company. In 2012, J&R asked ShopWare to consult on a special project that involved developing a high-density machining process for its horizontal machining center to make complex six-sided parts that required multiple tool changes and multiple offsets.
Based on the efficiencies obtained, J&R won a long-term contract that now contributes about 2,000 hours of machining work each year. In addition, at ShopWare’s recommendation, J&R will soon install a seat of Mastercam for Solidworks, in which Mastercam will reside on a menu within Solidworks. This will enable Mr. Tumanic to make fast iterative changes to both fixture designs and fixture manufacturing processes. It will also enable him to produce better fixture designs and manufacturing processes, while reducing first-part lead times.
The custom fixture design and manufacturing efforts have proven to be so valuable that Mr. Tumanic has identified nearly 100 high-density fixture projects that will result in improved machining productivity for both new and existing parts. Over the past five years, sales at J&R Machine have approximately doubled to $10 million as a result of high-density fixturing and other improvement efforts. Labor costs have been reduced from 18 to just 10 percent of income. Plus, the company is getting almost twice as much done with just 30 employees who are, in turn, appropriately rewarded for their contributions. In fact, the machinist who has been most active in fixture manufacturing will soon be trained to work with Mr. Tumanic full time as a fixture designer and CNC programmer, which should push the company’s labor-costs-to-sales ratio even lower.
















Related Content

ERP Provides Smooth Pathway to Data Security
With the CMMC data security standards looming, machine shops serving the defense industry can turn to ERP to keep business moving.
Read More
Automated CAM Programming – Is Your Software Really Delivering?
A look at the latest automation tools in Autodesk Fusion 360 software and how forward-thinking machine shops and manufacturing departments are using them to slash delivery times and win more business.
Read More
Generating a Digital Twin in the CNC
New control technology captures critical data about a machining process and uses it to create a 3D graphical representation of the finished workpiece. This new type of digital twin helps relate machining results to machine performance, leading to better decisions on the shop floor.
Read More
4 Commonly Misapplied CNC Features
Misapplication of these important CNC features will result in wasted time, wasted or duplicated effort and/or wasted material.
Read MoreRead Next

5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More