
Hassle-Free Posts Boost Programming Confidence
For this manufacturer of complex one-offs, TruePath software from CAMplete solutions has eliminated the need to fine-tune postprocessors and ensures programs and simulations accurately reflect what actually happens on the shop floor.
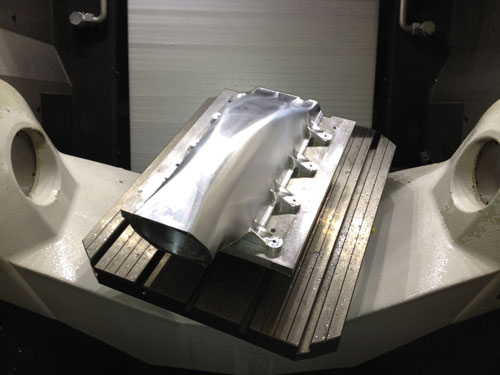
This intake manifold for a Shelby Cobra GT500, shown here mounted on the pallet of the shop’s GF AgieCharmilles HPM800U HD five-axis VMC, is a good example of the complex one-offs commonly machined at Miltera. TruePath enables the shop to program such parts using multiple CAM systems with full assurance that machining operations will proceed as planned.

A closer view of the surface of the air intake.
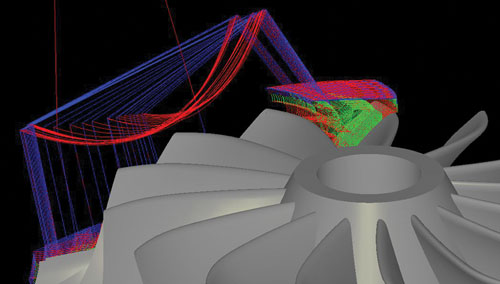
Prior to implementing TruePath, the shop had no guarantee that the actual machine moves would match the programmed tool paths. This screenshot highlights that variation. The blue line represents the programmed tool path, and the red line represents the actual motion of the machine.
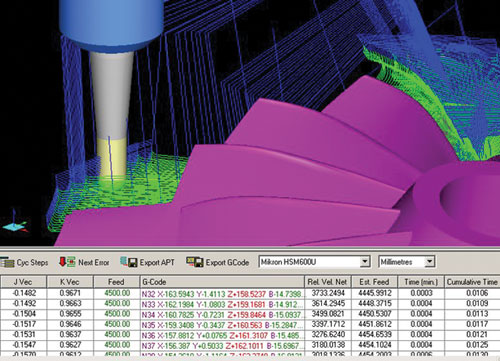
In addition to postprocessing and simulation, TruePath provides program optimization capabilities. This screenshot depicts feed-rate leveling, which ensures that the actual feed rate matches the programmed feed rate.
Share
















Takumi USA
Featured Content
View More

.png;maxWidth=45;format=webp)
DMG MORI - Cincinnati
Featured Content
View More
















Related Content

Can ChatGPT Create Usable G-Code Programs?
Since its debut in late 2022, ChatGPT has been used in many situations, from writing stories to writing code, including G-code. But is it useful to shops? We asked a CAM expert for his thoughts.
Read More
Tips for Designing CNC Programs That Help Operators
The way a G-code program is formatted directly affects the productivity of the CNC people who use them. Design CNC programs that make CNC setup people and operators’ jobs easier.
Read More
How this Job Shop Grew Capacity Without Expanding Footprint
This shop relies on digital solutions to grow their manufacturing business. With this approach, W.A. Pfeiffer has achieved seamless end-to-end connectivity, shorter lead times and increased throughput.
Read More
Generating a Digital Twin in the CNC
New control technology captures critical data about a machining process and uses it to create a 3D graphical representation of the finished workpiece. This new type of digital twin helps relate machining results to machine performance, leading to better decisions on the shop floor.
Read MoreRead Next

Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More