
Cutting Tool Edge Prep: The Invisible Advantage
Edge preparation involves removing material from a cutting tool in order to extend its life. That may sound counterintuitive, but a maker of glass molds says edge prep has dramatically reduced the amount it spends on tools.


This glass mold illustrates the level of machining detail typical of Quality Mold. The machining cycle for a part like this could take several days, maybe weeks.

Company president, D.J. Danko, shows a piece of glass produced from an equally complex mold.

A selection of glass mold components shows the mirror finish that some of these parts require.
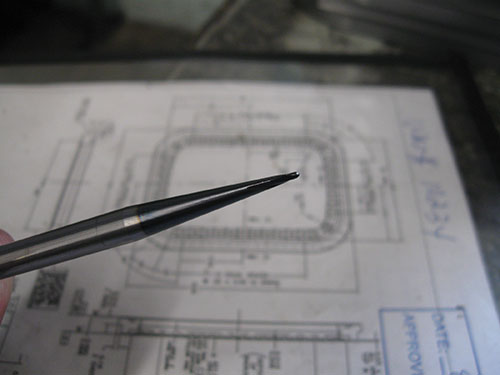
This 1/32 inch radius end mill could be used to mill intricate features from a mold like the one in this photo.

The tool in the photo above could also be used to mill fine details from the Inconel 718 parts seen here. Quality Mold has seen edge preparation dramatically extend the life of tools like this one.

Conicity supplies programmable edge prep machines like these to high volume production facilities that perform edge prep on site. The two differently configured machines seen here perform cutting edge preparation on holes in one case and cutters in the other.
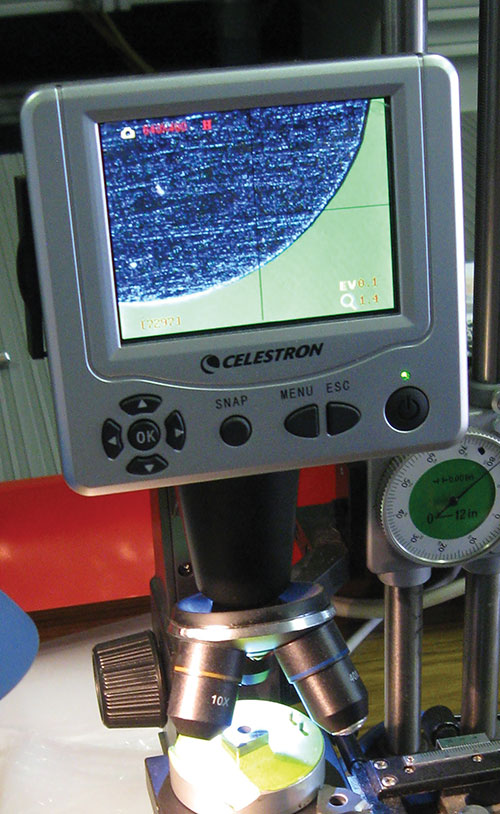
When chip thickness varies due to edge bending, the company provides edge preparation that tapers gradually. This microscopic view shows a rotating insert, but the same principle applies to a ball nose bur.


To D.J. Danko, what William Shaffer was offering him initially sounded absurd.
Mr. Shaffer’s proposal to the machine shop owner was this: Give me your cutting tools and I will do something to those tools that will not change them in any visible way, but the life of those tools will increase by several times.



The offer was easy to dismiss.
Mr. Danko’s shop is Quality Mould of Latrobe, Pennsylvania. This shop, according to the owner, is the last CNC machine shop in the United States specializing in machining glass molds (or “moulds,” because the traditional spelling is sometimes still used by glass makers).
Mr. Shaffer, meanwhile, is the president of Conicity Technologies, which is also based in Latrobe. Conicity’s business is edge preparation. The company supplies both machines and contract services relating to cutting tool edge prep. It serves customers throughout North America, but happens to be located less than one-half mile from Quality. The proximity did not make Mr. Danko an easy sell.
Still, he thought the promise of significantly greater tool life was worth investigating. Molds for glass are in some ways more challenging to machine than molds for plastic. One factor is the level of detail. A mold that produces an ornate glass lighting fixture is every bit as intricate as the glass piece itself, so a mold that is both large and elaborately detailed could require weeks of machining time for milling the details with tiny tools.
Another factor is the material. Even if the mold’s geometry is not ornate, its material might be hard to machine. Because pressures in glass molding are so high, molds for glass pieces such as lenses for headlights are often made from Inconel 718—not a typical mold material. In machining this metal, tool wear sets in quickly, easily compromising the fine finish required for these molds. As a result, cutting tools are changed frequently. Cutting tools were formerly the single largest budget item for Quality Mould.
Not anymore, Mr. Danko says. This year, he gave a trial run to tools that had been edge-prepped by Conicity, trying them in a series of cores and cavities for a multicavity mold for spotlights. These mold components required a mirror finish, and the shop was accustomed to machining only one of these pieces per milling tool on similar components before the cutter was dull enough that it needed to be changed. After edge prep, tool life increased to the point that the same end mill now consistently delivers five of the mold tooling parts per tool.
That factor-five increase is on the high end of typical for what the shop has seen from edge prep since then, Mr. Danko says. He routinely sends tools to the edge prep provider now. Arguably, his shop is an excellent candidate for this treatment, because its work is characterized by long milling cycles combined with demanding surface finish needs. Tools in glass mold machining often get changed when there is only the hint of wear, because letting the tool run longer might risk committing it to a large amount of further machining time before it can again reach a point on the mold where it can be changed without leaving a witness. But on the other hand, nearly 50 percent of this shop’s business is contract machining unrelated to moldmaking, and Mr. Danko says edge prep has delivered significant tool-life gains in this machining as well.
One place the effect of the edge prep can be seen is in the amount the shop now spends on tools, he says. That might be the only place it is seen. When the shop owner lifts an edge-prepped tool to his eyes, he says he still can’t see any difference from before the tool was sent out for this modification.
Stress Amplifiers
As the name suggests, edge prep has to do with preparing the tool’s edge for cutting. “It’s all about refining the microgeometry of the tool at the point of contact,” Mr. Shaffer says. The effect is microscopic, but then, so is the zone in which the cutting edge is doing its work during machining.
He says edge prep works for two reasons. First, it reduces stress risers. The lines left behind after the tool was ground resemble saw blade serrations under a microscope. These peaks serve as levers that amplify stress during machining. They hasten the breakdown of the tool. A smoother tool surface is able to withstand stress longer before showing an effect.
Second, edge prep blunts the tool’s cutting edge. Similar to the stress risers, a sharp cutting edge is a lever that might convert the force during cutting into tensile stress on the tool. An edge that is microscopically blunt (but still sharp from a macro view) can keep the tool always in compression from the cutting force, so that the cutting force is effectively holding the tool together instead of sometimes pulling it apart.
Edge prep is often performed through a non-programmable abrasive process. That is, something like drag finishing is used to smooth and blunt the tool’s edge. This is generally effective, and because drag finishing is a batch process, it’s often quick. However, the consistency of modern cutting tools makes possible a programmable process that modifies the tool edge more deliberately, and this is Conicity’s niche. The company can provide programmable machines for repetitively performing edge prep cycles on a run of identical tools, and it can do this today because seemingly identical tools from quality suppliers can now be trusted to be consistent from tool to tool at even the microscopic level.
Applying edge prep to tools individually in this way allows the actual shape of the blunted cutting edge to be controlled. A profile that is not round but follows what is known as a waterfall shape can direct the chip away from where it might otherwise produce crater wear on the tool, Mr. Shaffer says. Additionally, the extent of the edge prep itself can be controlled to within 0.0001 inch. The company supplies a chart of recommended edge prep sizes for different workpiece materials.
But perhaps most significantly, the programmable approach allows the edge prep to be tailored in proportion to chip size. On a ballnose end mill, tapering the edge prep lets the tool maintain its sharpness near the nose of the tool. On this tool type, Mr. Shaffer says edge prep is counterproductive down where the chip is thin, because the thin chip can get trapped under the cutting edge if the edge has been blunted. In short, a certain minimum chip size is needed for edge prep to make sense, and where the chip does not reach this size, edge prep is best withheld from that part of the cut. For this same reason, it also makes sense to tailor the edge prep around corners of grooving tools, parting tools and certain other turning inserts.
Conicity provides edge prep in either of two ways. One is as a service. UPS arrives at the company daily with more tools from customers for the company to prep. Alternatively, for edge prep applications in volume production environments where certain tool numbers are prepped the same way time after time, the company can install machines on site for performing this operation. The machines are essentially black boxes, because Conicity can provide the programming, while the abrasive media (a diamond filament brush) lasts so long that the company can replace it as part of its occasional on-site service of the machine.
High-Strength Materials
Mr. Shaffer knows well that edge prep is difficult to appreciate. “I’ve built a business on something that can’t be seen without a microscope,” he says. Still, he notes that cutting tool geometries are routinely ground to micron-level tolerances—precision that the users of these tools value. Shouldn’t the unseen dimensions of the cutting edge be controlled with something like the same precision?
The value of edge prep is greatest in high-tensile-strength materials, he says. Workpiece materials such as titanium alloys and Inconel are where shops are likely to see the greatest tool-life improvement from the edge modification.
But at Quality Mould, this technically has not been the case. The tool-life increase the shop saw in its first test pieces with edge-prepped tools has been repeated in other applications of edge prep, but not in Inconel. In this metal alone, the shop has not realized any tool-life gain.
That’s because the shop has a long habit of running tools gingerly in this material in order to preserve a consistent finish. Since the edge prep means these tools no longer have to be run delicately to protect their life, Mr. Danko prefers to forego the tool-life savings for the sake of running faster instead. Thus, while tool life in Inconel is the same as what it has always been, the shop now achieves metal removal rates in this material that are 5 to 10 times faster than what it formerly had to accept.
















Related Content

Sandvik Coromant Launches New Range of Solid End Mills
The CoroMill Dura range is designed for roughing and finishing with different engagements in all applications and materials.
Read More
Emuge-Franken End Mill Wins ANCA's Tool of the Year Award
Emuge-Franken received the award for its specialized tool based on the new Cera-Cut end mill design.
Read More
Ceratizit's Updated Tooling Solutions Improve Machining Performance
The company has upgraded its EcoCut indexable inserts lineup, as well as introduced two new toolholding and workholding solutions.
Read More
Nidec Universal Head Enables Versatile Machining
The compact universal head enables better accessibility between the tool and the workpiece, as well as improved surface-finish quality, greater motion range and high-efficiency machining under ideal machining conditions.
Read MoreRead Next

Rego-Fix’s Center for Machining Excellence Promotes Collaboration
The new space includes a showroom, office spaces and an auditorium that will enhance its work with its technical partners.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More