
3 Next-Generation Gear Finishing Processes
Vibratory finishing, centrifugal barrel finishing and turbo-abrasive machining are the three top techniques for finishing gears, improving performance and extending service life.

Isotropic finishing can have a dramatic impact on gear performance and service life, so much so that some racing teams disassemble stock gear sets and components and send them out to be isotropically finished for the performance and extended service life benefits. (Photo courtesy of Mark Riley, BV Products.)
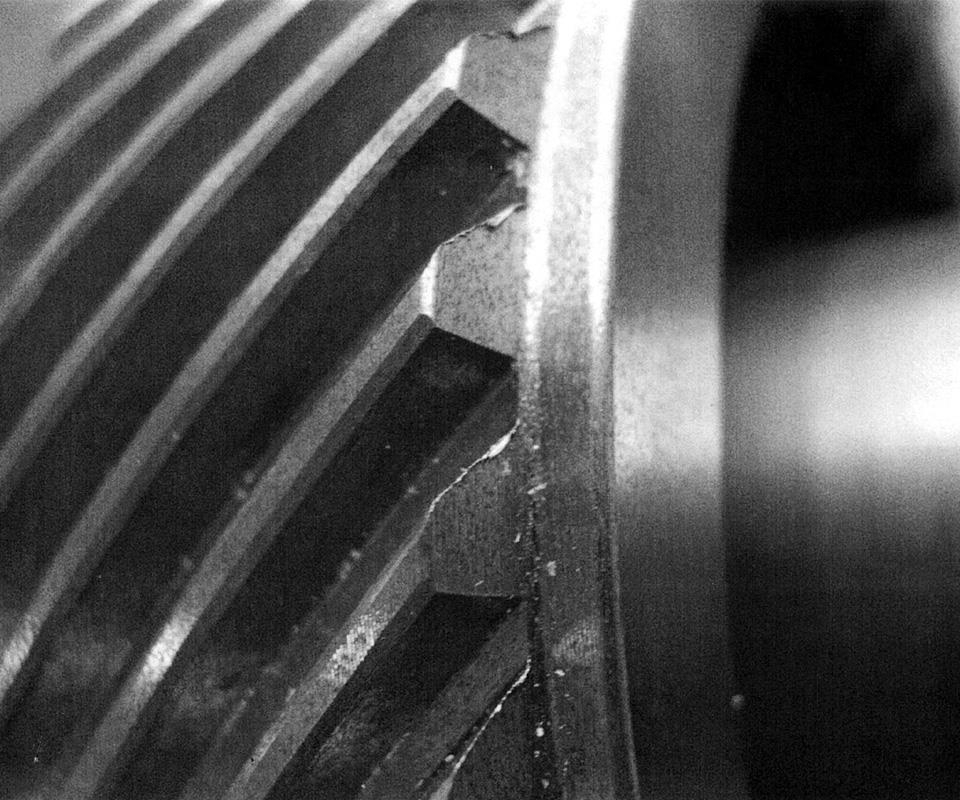
Gear before turbo abrasive machining (TAM). (Photo courtesy of Michael Massarsky, Turbo Finish Corp.)
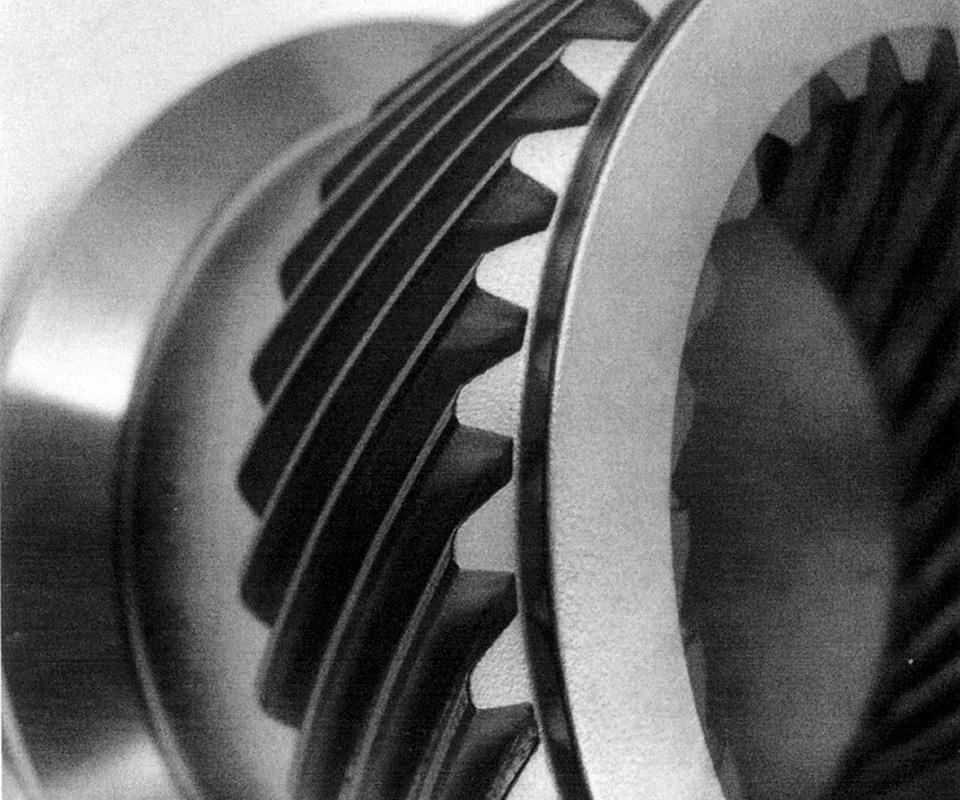
Gear after TAM. (Photo courtesy of Michael Massarsky, Turbo Finish Corp.)

A better understanding of gear-finishing options will add to performance levels and service life. (Photo courtesy of Mark Riley, BV Products.)
Share

















ECi Software Solutions, Inc.
Featured Content
View More


Takumi USA
Featured Content
View More
Dave Davidson has surface finishing in his DNA. His manufacturing beginnings trace to the 1970s working in a longstanding family business that manufactured wooden shoe pegs used for tumble-polishing small plastic items using steam-era machinery.
To get a leg up on the technology, Mr. Davidson, who is now retired but remains active as a consultant in the industry, joined the Society of Manufacturing Engineers' Burr, Edge and Surface Technology division. And with the help of SME mentors, he developed a line of abrasive and polishing products as well as new mass finishing processes for barrel, vibratory and centrifugal finishing systems. He is a master at problem-solving customer challenges.



That includes gear-making. Depending on the particular application, Mr. Davidson describes three mass-finishing methodologies for producing surface finishes on gears that contribute to improved performance and extended service life. They are:
Vibratory Finishing—Conventional and predominant, the familiar vibratory bowls or tubs come in small or large sizes and have been around for decades. There is a relatively recent wrinkle in vibratory finishing, chemically assisted vibratory finishing, which uses specially formulated chemical compounds along with non-abrasive media to produce a conversion coating on gears and similar components. This makes it possible to develop level surfaces with micro-finish surface attributes. This technology is especially applicable to automotive gear train systems and engine components such as camshafts and crankshafts, and is widely seen among racing teams to acquire performance advantages.
Centrifugal Barrel Finishing—This high-energy method is a mechanically accelerated means for producing edge contour and isotropic micro-finishes on gears. This method is used by a variety of gear manufacturers and high-performance racing teams to improve the surface finish and endurance of gear sets. It is also capable of producing low micro-inch finishes to improve load-bearing qualities of mating surfaces and to develop beneficial compressive stress and cold-hardening properties useful to highly stressed parts. A sequence of processes (analogous to roughing, finishing and polishing) is often used to develop highly finished surfaces. The high centrifugal forces and speed of this process achieve high-level surface finishes in short cycle times.
One user, Mr. Davidson recalls, pulled racing transmissions after each event for centrifugal finishing, only to find afterward that gear sets were lasting an entire season.
A note here about isotropic surface finishes for gears. Isotropic finishing, Mr. Davidson says, is a technical term used to distinguish surface finish patterns that are random and non-directional in nature. “This is in contrast to surfaces developed by all common machining and grinding methods, characterized by Gaussian peak-and-valley distributions parallel to each other that manifest a positive skewed surface with surface peaks and asperities predominating the surface profile,” he says.
By this definition, all mass finishing methods could be said to be isotropic in nature. The process outlined above, however, has been optimized to consistently produce gear surface finishes that will improve overall operational performance and extend service life.
Turbo-Finish or Turbo-Abrasive Machining—This is the next-generation gear-finishing method, according to Mr. Davidson, who advises and assists Turbo Finish Corp. of Barre, Massachusetts, developer of turbo-abrasive machining (TAM). Not wholly machining and not wholly finishing, one of the properties separating TAM from vibratory or centrifugal gear finishing is that it is a dry method using no fluid media. Parts are fixtured on a spindle, similar to a horizontal machining center, and rotated at speeds ranging from 500 to 2,000 rpm, fully enveloped in an abrasive media cloud. Highly refined surfaces can be developed when a secondary operation utilizing dry polishing soft granulates, treated with fine polishing materials occurs as a follow-up to the abrasive deburring, contouring and smoothing operation.
“Once you’ve got abrasive particles impinging the part at that level of force, you’re creating a shot-peening effect without creating shot-peening surfaces,” Mr. Davidson says.
From an environmental perspective, that TAM produces these effects in a waterless, dry operation is an added advantage. Unlike most of the other mass-finishing methods, TAM produces no wet-waste discharge effluent that requires treatment or remediation.
Admittedly, TAM investment is more on the capital equipment level, but users can create edge contours and other surface finishes very rapidly—with 60- to 120-second cycles in many cases—and machines can accommodate large gears in the 48-inch diameter range that would make vibratory or centrifugal finishing inefficient, if not impossible.
According to Jim Riley of BV Products, a surface improvement technologies specialist based in Victoria, Australia, the advantage and benefit feature sets most commonly attributed to these types of isotropic finishing are:
Performance Benefits
-
Reduced friction
-
Increased part durability
-
Improved corrosion resistance
-
Reduced wear
-
Reduced lubrication requirements and cost
-
Improved oil retention
-
Reduced contact and bending fatigue
-
Improved pitting resistance
-
Reduced vibration and noise attenuation
-
Reduced applied torque requirements
-
Improved surface finish uniformity (part-to-part, feature-to-feature and lot-to-lot)
-
High-quality, micro-finished surfaces
Reduced Friction Benefits
-
Increased fuel economy
-
Reduced contact fatigue
-
Increased power density
-
Lower operating temperature
-
Extended mean time between maintenance overhauls
-
Reduced maintenance costs
-
Eliminated break-in
-
Extended component life
-
Reduced metal debris
-
Reduced part failures
-
Minimized overheating
Many gears and gear sets in a variety of industries remain subject to fatigue, fracture and wear, Mr. Davidson says. “Such parts can gain substantial improvements in life and performance, from alterations to their overall surface texture. Improvements in overall smoothness, load-bearing ratio, surface profile skewness and isotropicity can, in many instances, improve life and performance and cut operational costs dramatically. Manufacturers that have not subjected their parts to an analysis to determine the potential benefits of this kind of processing may be making parts that are not all that they can be.”








Related Content

Ingersoll Rand Offers Two New Belt Sanders for Smooth Finishes
Ingersoll Rand’s 360-313 and 360-418 Pneumatic Belt Sanders work effectively on metal, plastic, fiberglass, wood and other materials.
Read More
Tapmatic Showcases Deburring Tool for a Consistent Edge Break
IMTS 2024: Tapmatic Corp. exhibits the DeBurr-Z deburring tool for simplified programming and a consistent edge break.
Read More
Heule Tool Automates Cross Hole Deburring Process
The COFA tooling range is well suited for a wide range of applications, including forks, yokes, common rails, castings, tubes with cross bores and other workpieces with cross bores in their main bores.
Read More
Trumpf Deburring Tool Provides Repeatable Accuracy
The TruTool TKA 1500 edge milling tool is now available with a new cutting mount and guide fence for increased applications and safety.
Read MoreRead Next

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Building Out a Foundation for Student Machinists
Autodesk and Haas have teamed up to produce an introductory course for students that covers the basics of CAD, CAM and CNC while providing them with a portfolio part.
Read More
5 Rules of Thumb for Buying CNC Machine Tools
Use these tips to carefully plan your machine tool purchases and to avoid regretting your decision later.
Read More