
Pull Boring Highlights the Capability of Deep Hole Making
Pull boring enables users to achieve remarkable straightness in deep holes. A variation of this technique is also effective when maintaining consistent wall thickness (in long, cast pipes, for example) is top priority.

Although deep hole drilling machines such as this B630 from Unisig are designed for the special needs of creating holes through long workpieces, they have the flexibility to perform a variety of operations such as boring, counterboring, trepanning, roller burnishing and pull boring. The machine shown here is the 10-meter version.
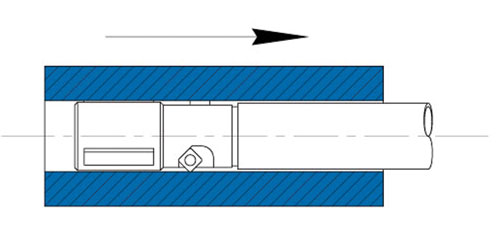
Pull boring is a precision operation in which a cutter is pulled through an existing hole to improve straightness.



Because the ability to make deep holes effectively and efficiently is critical in many applications, deep hole technology is one of the most highly developed sectors in metalworking. It covers a diverse range of processes and methodologies. Unisig (Menomonee Falls, Wisconsin), a supplier of machines, tools and automation for deep hole making, says the list of industries it serves includes aerospace, automotive, defense, hydraulics, mold making, oilfield and energy. Yet deep hole making is largely the domain of shops specializing in this capability, whereas technology suppliers such as Unisig believe that a wider awareness of deep hole making processes would alert new users to valuable opportunities.












Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.
Read More
Selecting a Thread Mill That Matches Your Needs
Threading tools with the flexibility to thread a broad variety of holes provide the agility many shops need to stay competitive. They may be the only solution for many difficult materials.
Read More
Form Tapping Improves Tool Life, Costs
Moving from cut tapping to form tapping for a notable application cut tooling costs at Siemens Energy and increased tool life a hundredfold.
Read MoreRead Next

Inside Machineosaurus: Unique Job Shop with Dinosaur-Named CNC Machines, Four-Day Workweek & High-Precision Machining
Take a tour of Machineosaurus, a Massachusetts machine shop where every CNC machine is named after a dinosaur!
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Increasing Productivity with Digitalization and AI
Job shops are implementing automation and digitalization into workflows to eliminate set up time and increase repeatability in production.
Read More