Improved Break-Out Detection for Small-Hole EDM
The Current EDM RT6050 features software and hardware upgrades that improve the ability to detect when the electrode breaks out of the bottom of a hole.

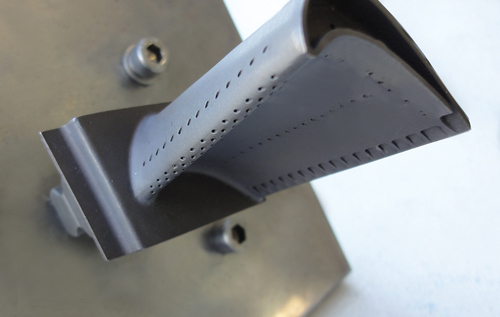
Holes in turbine blades are critical because they provide the cooling airflow that prevents the parts from overheating during operation.
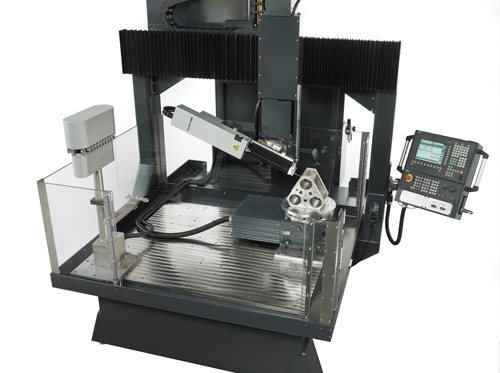
The Current EDM RT6050 is representative of the builder’s five-axis, small-hole drilling machines.



Quickly and precisely drilling small holes in very hard material is a strength of the electrical discharge machining (EDM) process. A long, slender electrode (0.015 inch in diameter or smaller) can penetrate tough aerospace alloys and other difficult-to-machine materials as fast as 20 inches per minute. One of the most important applications for this process is producing critical cooling holes in turbine and jet engine components. However, one persistent problem when producing these holes has been difficulty controlling the process to avoid over-drilling and striking the back wall of an internal cavity or passageway. At worst, “back-striking” can damage this wall and possibly cause a costly part to be scrapped. In any case, it slows the holemaking process and makes it less efficient.












Related Content

Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
How to Reduce Cycle Times by 70% and More on Your Existing CNCs and Dramatically Improve Tool Life Too
By employing advanced high efficiency milling techniques for the entire machining routine, SolidCAM’s iMachining technology can drastically reduce cycle times while vastly improving tool life compared to traditional milling.
Read More
Palmgren Launches Combination Bench Lathe, Mill
The 11" bench engine lathe and gear head mill is able to handle a wide range of turning, milling and drilling operations typically found on much larger machinery.
Read More
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read MoreRead Next

Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More