
Software Helps Race-Team Mechanics Become CNC Programmer-Machinists
Using GibbsCAM software from Gibbs and Associates, mechanics at Kalitta Motorsports were able to bring component production in-house, better controlling cost and time.


This magnesium fuel-distribution block, finished with an anti-corrosive coating, was cylinder head mechanic Scott Finnis’s first 3D machining project. He modeled the part with GibbsCAM and used the software to program the toolpath by machining both directly on the model and using extracted geometry for hole features.

Before using GibbsCAM Solids Machining, Mr. Finnis used wireframe modeling to design and machine parts. SolidWorks and GibbsCAM Solids Machining enabled the shop to redesign parts with flowing curves, rounded edges and thinner walls to reduce bulk and improve aesthetics. Here is a finished fuel distribution Y block and its new version, partially completed.

One in a row of five magnesium Y blocks mounted on the Kalitta Motorsports Haas VF-4 CNC, shown here between operations.
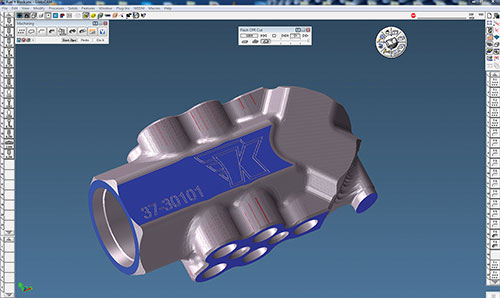
Mr. Finnis uses GibbsCAM Cut Part Rendering to verify toolpath, check surface finish, and test for unwanted cuts or gouging. This screenshot shows the magnesium Y block after machining, or running through a toolpath file, complete with engraving.



Racecar drivers are programmed for speed. So, it shouldn’t be any wonder that driver Conrad “Connie” Kalitta would push for his company, Kalitta Motorsports of Ypsilanti, Michigan, to begin making some of its own racing components instead of waiting the lengthy lead times often associated with outsourcing. By selecting GibbsCAM software from Gibbs and Associates (Moorpark, California), the company was able to better control both time and cost for making racing components.
Although Kalitta Motorsports was founded in 1959, it wasn’t until about eight years ago that it seriously began to consider making some of its own components in-house. It already had a Bridgeport and a manual lathe for making simpler components, but it purchased most of its wear parts. Mr. Kalitta’s goal for making components in-house was to reduce component costs, gain control over quality and eliminate lengthy lead times. Ideally, the company would also gain the flexibility to make custom components without the expense of outsourcing prototypes and modifications. If successful, it would start making components for other teams as well.



At that time, Kalitta Motorsports didn’t have a CNC machinist, CNC programming software or a CNC programmer, so its two machines were primarily used by Scott Finnis, a cylinder head mechanic who traveled with Doug Kalitta’s racing team from 1993 to 2006. Mr. Finnis learned to use the machines off-season, without any training.
In 2006, the company acquired a three-axis Fadal 6030 CNC for Mr. Finnis to program and operate, even though he had never used a computer or CNC. In preparation, he purchased a PC to learn computer basics at home. Because Mr. Finnis lacked CNC experience, the shop needed CNC programming software that would be easy to learn and use, but would allow easy migration into higher levels of CNC machining that the shop might require later. Kalitta selected the basic GibbsCAM package, which enables creating wireframe geometry.
Mr. Finnis describes the learning experience as very straightforward. “It was really easy and everything just made sense,” he says. “After a two-day training session with the GibbsCAM reseller, I started learning the CNC. Until then I had never used a CNC, so I broke a few tools, but I got up to speed quickly.”
Mr. Finnis began using GibbsCAM to design and program parts and tooling. He quit traveling from race to race so that he could focus on CNC programming and machining. That same year, another mechanic, Dave Griffiths, also stopped traveling with the crew to do manual machining work in the shop while he continued porting cylinder heads.
In 2008, Kalitta acquired a Haas SL-20 lathe followed by a Haas VF-4. By 2012, Kalitta Motorsports had grown to two Top Fuel dragster and two Funny Car racing teams in addition to its stable of National Hot Rod Association (NHRA) cars.
The 10,000-hp engines of the dragsters and funny cars often exceed 320 mph in the 1,000-foot run and can go through an unpredictable quantity of parts in a weekend during the possible eight rounds of racing. Among various potential problems, a plugged fuel nozzle, a failing valve or an electrical problem can ruin a weekend with burned pistons and broken rods. To be prepared and allow for excessive damage at each race, each car’s traveling team maintains a stock of parts that includes eight to 10 assembled engines, 10 sets of cylinder heads, five blowers, five flywheels and an assortment of other parts. The crew must tear down and rebuild the engine in less than an hour between runs, so spares have to be ready.
Racecar wear and tear was keeping the two machinists busy full time with Mr. Finnis using GibbsCAM and CNC mills, and Mr. Griffiths manually programming the CNC lathe. By 2013, the shop was achieving a degree of self-sufficiency by machining primarily prismatic and cylindrical parts, and making parts for its chassis manufacturer.
The CNCs and GibbsCAM enabled the men to make high-wear blower-rotor-bearing end frames in-house, reduce component cost by 84 percent from the purchase price and sell them to other teams. However, Mr. Kalitta wanted to increase manufacturing capability to make some of the more complex parts in-house. To facilitate this, the shop acquired SolidWorks software to design and model parts, and it added a fourth axis (rotary table) to the Fadal CNC.
In preparation, the shop upgraded its GibbsCAM software with the Solids Machining option, which opens SolidWorks models for machining directly. The Solids Machining option also enables modeling and modifying of solids to add or subtract features to make models machinable or produce more efficient programs.
In addition to bringing more manufacturing in-house, another of Kalitta Motorsports’ goals was to reduce component weight. The first experimental parts Mr. Finnis tackled were two aluminum fuel distribution blocks that were being machined as “blocky” prismatic parts hollowed with multiple threaded holes. New parts were modeled with rounded curving exteriors to minimize wall thickness and eliminate squared edges that added bulk. They were then machined from magnesium, reducing the weight by 35 percent.
“These were the first parts I made with GibbsCAM Solids Machining,” Mr. Finnis says. “They were my 3D machining learning process. I modeled one in GibbsCAM Solids and the designer modeled the Y block in SolidWorks. I then programmed them in GibbsCAM using GibbsCAM Cut Part Rendering to check the toolpath. I saw a couple of spots that showed red tool marks, and I fixed those. Otherwise, I had no problems.”
Cut Part Rendering, the GibbsCAM toolpath verification utility, shows the surface finish left by cutting tools, displaying red whenever the tool gouges or makes undesirable cuts in the workpiece. Mr. Finnis says he uses it to verify all 3D machining. For the smaller of the two parts (2.5 by 1.5 by 1.5 inches), he used five setups to machine all the holes, including the smaller pipe plugs and smaller edge radii.
“This is a fairly complicated part, but we easily made it with GibbsCAM,” he says. “I was able to understand everything in the new software, and we got the job done in a reasonable amount of time. It was nice to be able to make parts that I once wished I could make.”
The second part, a Y block, is more complex and larger (4.5 by 2.5 by 1.5 inches), but programming and machining went as smoothly as the first. The parts are not wear parts, so Mr. Finnis made only one set for one team to test. When the other teams saw the parts, they wanted them. What was an experimental project turned into a rush job.
When GibbsCAM Solids entered the shop, some of the parts previously modeled in wireframe were remodeled as solids. That alone made a considerable difference in machining time, resulting from the efficiency of the resultant CNC programs. Various other features of the new software also help Mr. Finnis simplify programming and reduce machining time. One of these is the GibbsCAM Profiler, which extracts cross sections anywhere along the part model. When not machining directly, Mr. Finnis extracts machinable geometry for external features, holes and pockets, eliminating the need to create geometry.
Another feature he uses frequently is GibbsCAM VoluMill for Solids. “That’s really nice for roughing out parts, easily saving us 15 minutes on two-hour jobs,” he says. “We make a lot of blower-bearing end frames, and the time savings really mount up.”
Mr. Griffiths, efficient in manually programming the Haas SL-20, felt no urgency in learning GibbsCAM. Instead, he has learned to use SolidWorks to model parts, as Mr. Finnis now has. However, as his cylindrical parts become more complex or need to use CNC mills, he too is acclimating to GibbsCAM.
“There are no stumbling blocks from modeling in SolidWorks, transferring models to GibbsCAM and creating toolpaths,” he says. “GibbsCAM is good, easy, intuitive and reliable. It’s the first CAM software I used. It was easy and fast to pick up, and I was working with solid models the first week I used it.”
















Related Content

When Handing Down the Family Machine Shop is as Complex as a Swiss-Turned Part
The transition into Swiss-type machining at Deking Screw Products required more than just a shift in production operations. It required a new mindset and a new way of running the family-owned business. Hardest of all, it required that one generation let go, and allow a new one to step in.
Read More
Tips for Designing CNC Programs That Help Operators
The way a G-code program is formatted directly affects the productivity of the CNC people who use them. Design CNC programs that make CNC setup people and operators’ jobs easier.
Read More
How to Grow the Business with Real-Time Job Status Data
ERP systems that focus on making data more accessible can improve communication within a shop, reducing wasteful errors and improving capacity.
Read More
5 Reasons Why Machine Shop Ownership Is Changing
Mergers, acquisitions and other ownership changes are an effect of Boomer-age shop owners retiring, but only in part. Also important: The way we think about machining has changed.
Read MoreRead Next

Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read More
Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More