
Skidded Probes For Roughness Measurement
ANSI and ISO standards include many different parameters for measuring surface finish. While these parameters are useful in many applications to ensure or enhance functionality, Ra, or average roughness, is by far the most common measure of surface finish. It is included in most specs, and it is both a good starting point and a basic benchmark of process consistency.


George Schuetz
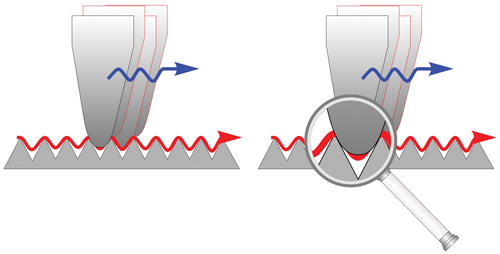
FIG 1. Exaggerated view of a measurement probe with a small skid radius measuring over a roughness standard with larger peak spacing. If the stylus radius falls in between the peaks, mechanical filtering of the roughness values will occur and yield measurements reading less than the actual measurement values.
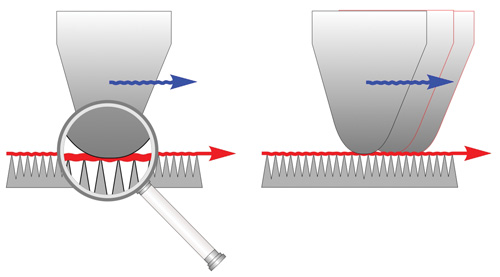
FIG 2. For measurement accuracy, the ideal situation is to have the skid on the measurement probe sit atop the peaks on the surface of the part. This will ensure that no mechanical filtering of the measurement results occurs.














Read Next

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Registration Now Open for the Precision Machining Technology Show (PMTS) 2025
The precision machining industry’s premier event returns to Cleveland, OH, April 1-3.
Read More
Rego-Fix’s Center for Machining Excellence Promotes Collaboration
The new space includes a showroom, office spaces and an auditorium that will enhance its work with its technical partners.
Read More