
Connecting Forklifts to the Industrial Internet of Things
ITAMCO, a manufacturer of precision-machined components and high-precision gears, has linked its forklifts to its network-based communication system. This connection to the Industrial Internet of Things (IIOT) significantly reduces the time it takes to get material ready for the next operation.

Share













A smart tablet, mounted in the front of the forklift, connects the truck to ITAMCO’s ERP system. The forklift also has a GPS.
ITAMCO, a manufacturer of precision-machined components and high-precision gears in Plymouth, Indiana, has a history of integrating its machinery and equipment with networked sensors and software. Many of these connections are powered by software applications for mobile devices—apps developed in-house by its own technology team. In 2012, the company implemented an MTConnect-enabled machine monitoring system. Soon after, key pieces of machinery were connected to the company's enterprise resource planning (ERP) system. Now ITAMCO has developed a communication system for its forklifts, citing this connection as a good example of how the Industrial Internet of Things (IIoT) will benefit manufacturing. In this case, it has made forklifts, the workhorses of the plant floor, more valuable than ever at ITAMCO.
Here is how the company describes the way forklifts are running on the IIoT. As soon as a machine operator scans the barcode on a pallet, signifying the completion of the product cycle at his machine, a forklift operator and forklift are on their way to the machine. Each forklift is linked to ITAMCO’s ERP system through its GPS and an application on a smart tablet mounted in the forklift. Forklift operators are notified via their smart devices (employees use iPods, iPads and smartphones) when they’re needed. The communication system is so efficient it will summon the closest forklift to the machine. The forklift operator will also know how many pallets need to be moved and where they should be taken. If the product is being moved to another workstation, the workers in that area will be notified that the product is on its way.



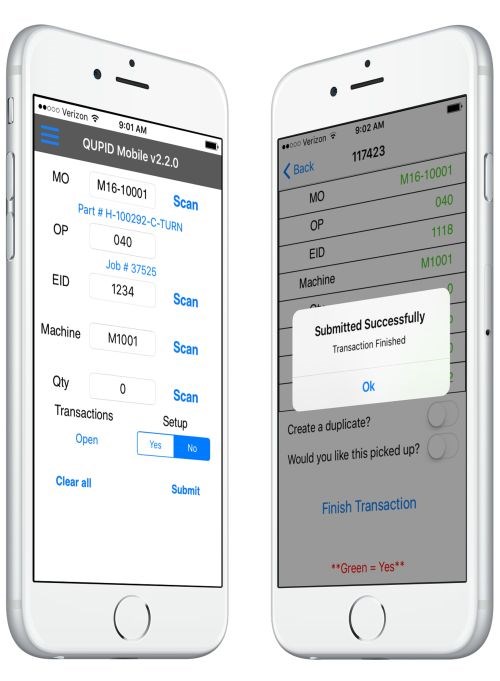
The technology team at ITAMCO created an application that links machine operators, forklift drivers and the company’s ERP system.
“We developed the application because both of our facilities are rather large and forklift operators where always looking for forklifts to move their material but could never find one. Also, material would sit for hours at a machine, delaying the next operation. This application solved the problem by notifying a material handler as soon as the materials were ready to go to the next work area,” says Joel Neidig, an engineer and lead technology developer at ITAMCO. According to Mr. Neidig, the system has been well received by ITAMCO employees. “It has definitely helped me schedule the movement of materials from one work center to another,” says Arthur Doody, material handler at ITAMCO. “We’ve seen a 10-percent reduction in the time it takes to get material ready for the next operation,” Mr. Neidig says.
To learn more about other innovations at ITAMCO, watch the video below.
Related Content
-
Four Questions (& Answers) About Data-Driven Process Improvement at CNC Job Shops
How can shops can make informed decisions using data-driven feedback to improve shopfloor efficiency and profitability? And how will these technologies differ between high- and low-volume production?
-
Manufacturer, Integrator, Software Developer: Wolfram Manufacturing is a Triple Threat
Wolfram Manufacturing showcased its new facility, which houses its machine shop along with space for its work as a provider of its own machine monitoring software and as an integrator for Caron Engineering.
-
Swiss-Type Control Uses CNC Data to Improve Efficiency
Advanced controls for Swiss-type CNC lathes uses machine data to prevent tool collisions, saving setup time and scrap costs.








