
.jpg;width=70;height=70;mode=crop;format=webp)

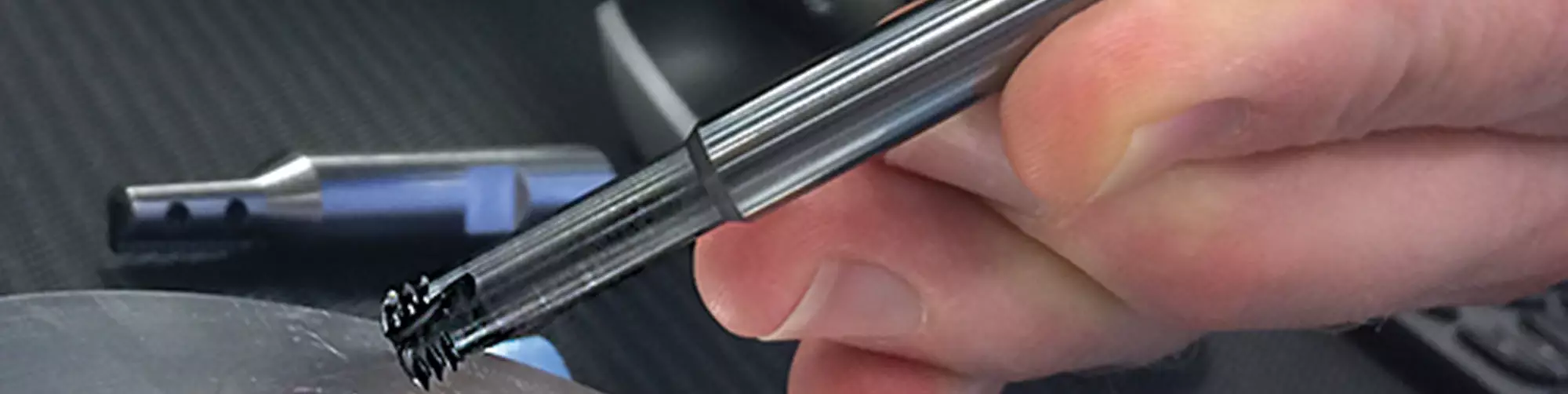
Because the AccuThread T3 thread mills only have three teeth, there is little cutting pressure on the tool during operation, so deflection typically is not problematic.
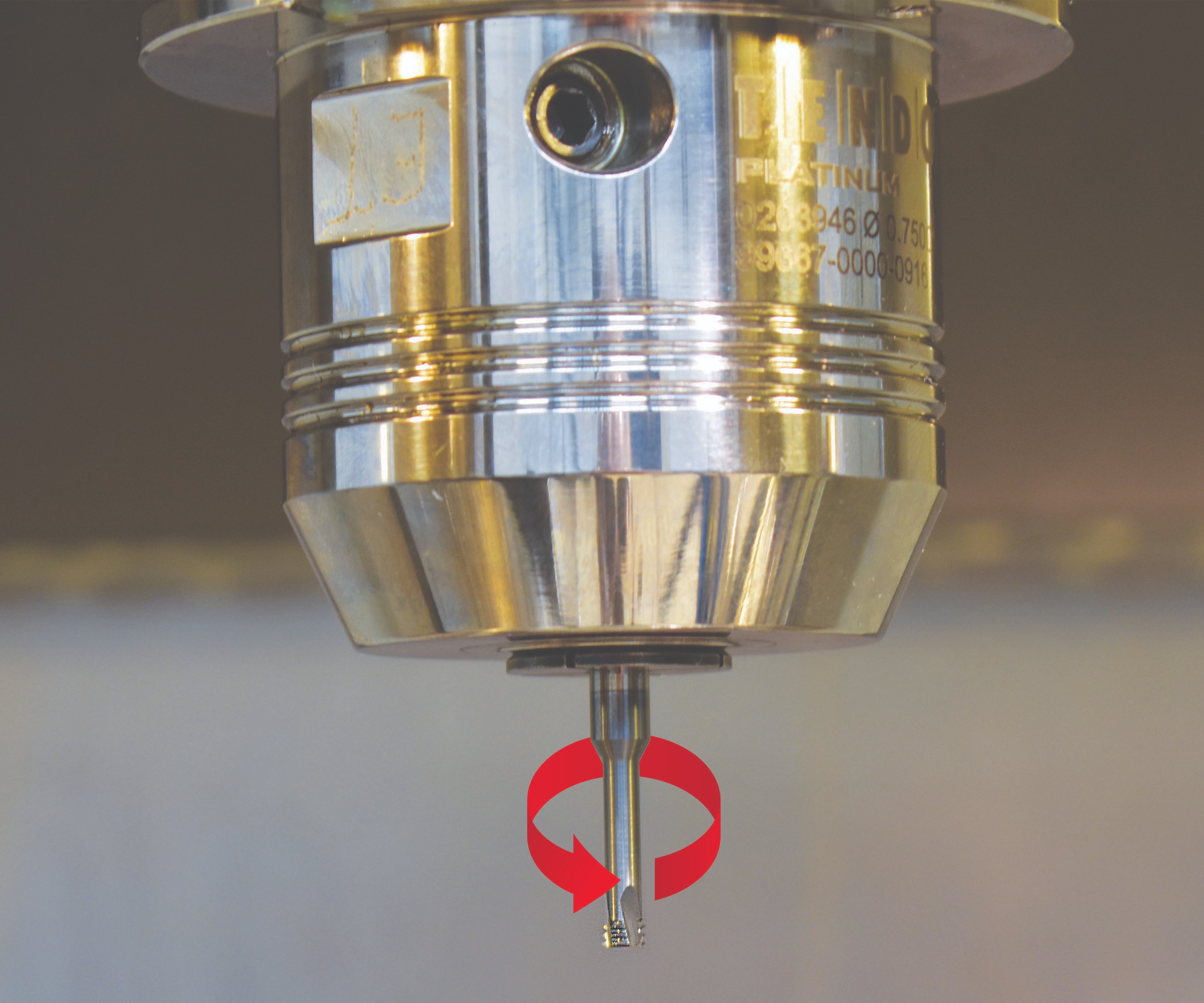
This thread mill spins counterclockwise to enable it to perform climb milling as it is moved helically in a clockwise motion down into a hole when creating a right-handed thread.
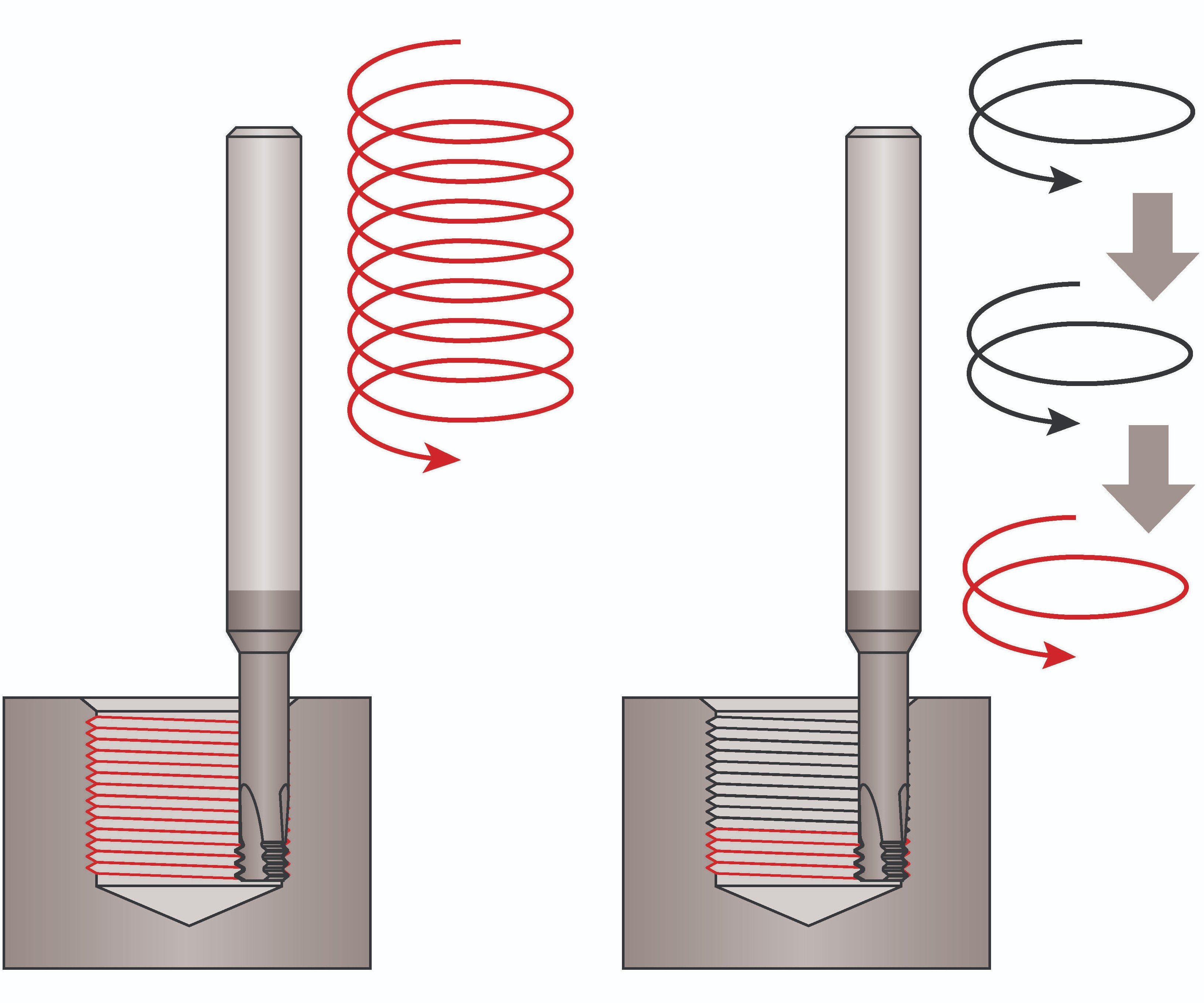
There are two strategies for using these thread mills. As shown on the left, the tool can create a thread in a continuous helical motion into a hole. Conversely, as shown on the right, the tool can create the complete thread profile in segments, cutting three teeth at a time and repeating until the operation is complete.



Thread milling is becoming more popular for a few reasons, says Jamie Rosenberger, threading tool product manager for Allied Machine and Engineering, manufacturer of holemaking and finishing tools. For one, she says, most new CNC machine tools now offer helical interpolation as a standard feature. (This simultaneous XYZ motion of a spinning thread mill into a part’s hole is required to enable the tool, which has a body diameter that is only a fraction of the hole diameter, to cut the threads.) Therefore, new machinists and programmers who have “cut their teeth” on this type of newer machine tool technology seemingly are more open to considering thread milling as a viable alternative to traditional tapping operations.
In addition, Ms. Rosenberger says thread milling is particularly well-suited for challenging, expensive materials, such as tool steel, stainless steel and high-temperature alloys. In fact, Allied Machine and Engineering’s new AccuThread T3 line of thread mills was designed specifically for these applications.



She explains that during tapping operations, the tap is completely engaged with the workpiece, which results in a good bit of heat generation because the tap’s cutting edges do not get a chance to cool down and coolant has a tough time reaching them. This is particularly problematic when tapping high-temperature alloys, commonly used for aerospace and oil/gas applications, because those materials resist heat rather than absorb it. As a result, all the heat generated during tapping is directed into the tap. This, combined with the high tool pressure resulting from multiple teeth being engaged with the material, can cause the tap to wear prematurely or even break off in the hole. The latter scenario might require time-consuming rework or cause the workpiece to be scrapped, which can be costly given that threading is typically one of the final machining operations performed on a part. These considerations are what make thread milling more attractive to some shops, especially those threading expensive workpiece materials, even though thread mills are more expensive than taps.
That said, it also can be challenging to machine threads in high-temperature and hardened materials using conventional thread-milling tools that machine a complete thread in one 360-degree helical movement (for example, a thread mill that has a sufficient number of cutting edges to mill the entire thread profile into a 0.75-inch-deep hole in one helical rotation). The high cutting pressure generated because all cutting edges are simultaneously engaged with the material can cause tool deflection and poor thread finish.
Conversely, Allied Machine and Engineering’s AccuThread T3 solid carbide thread mill with proprietary, multi-layer AM210 PVD coating cuts essentially one thread at a time in a continuous helical motion into a hole, which minimizes tool pressure and the risk of deflection. Although these tools have three teeth, the first performs the bulk of the thread-cutting action and the other two essentially clean the threads it creates. Therefore, there is little cutting pressure on the tool, so deflection typically is not problematic. In addition, during thread milling, the cutting edges have a chance to cool, because they are not constantly in the cut and it is easier for flood coolant to reach them.
What is also advantageous about the AccuThread T3 is that the tool is spun counterclockwise to enable it to perform climb milling as it is moved helically in a clockwise motion down into a hole when creating a right-handed thread. With climb milling, a tool’s cutting edge creates a “thick-to-thin” chip. That is, it forms the thickest part of the chip when it engages with the material and creates the thinner portion of the chip when it exits the cut. This generates less deflection than conventional milling (in which the tool effectively rubs on the material as it engages to create a “thin-to-thick” chip) and results in more effective chip evacuation to minimize chip re-cutting.
Thread-Milling Tips
Given the benefits that thread milling offers, Ms. Rosenberger says Allied Machine and Engineering still gets questions about how best to leverage this technology. Here, she provides a few tips for shops that are considering thread milling:
• As opposed to tapping, thread milling can provide better hole quality while minimizing the risk of scrapping parts, which is especially important when parts are large and expensive. However, it is not the best threading solution for all applications. Tapping is still typically preferred when producing threads that have length-to-diameter ratios of more than 3:1.
• Think of thread milling like most other machining practices. The more stock to be removed or the more challenging the material, the more passes that may be required. For example, coarse thread pitches might require multiple passes.
• Climb milling is always preferred to conventional milling due to reduced tool deflection and less generated heat.
• Always use cutter compensation when thread milling. This enables you to control the precise diameter of the thread without risking scrapping the part due to creating a thread diameter that is too large.
• Always use rigid toolholders. During cutting, thread mills experience radial side pressure and should be securely clamped in toolholders such as power milling chucks, hydraulic chucks, shrink-fit holders or end-mill holders. ER collets should not be used for thread milling.
• Don’t spend time writing your own thread-milling routines. Many software packages are available from thread-mill manufacturers, such as Allied Machine and Engineering’s InstaCode, to save you time by providing the code to you.












Related Content

New Modular Tool Options for Small Spindle Milling
Tooling options have been limited for small spindle milling applications. Now modular, indexable systems are available that provide broad flexibility to get the right cutter for the job with less inventory and at lower cost.
Read More
How to Tackle Tough Angled Pocket Milling With Two Tools
Milling a deep pocket with a tight corner radius comes with unique challenges, but using both a flat bottom drill and a necked-down finishing tool can help.
Read More
Kay Engineering's Gundrilling Machine Performs Range of Operations
Kay Engineering’s DeHoff 20144 is used to perform gundrilling, pull boring, roller burnishing and thread tapping.
Read More
Emuge-Franken's New Drill Geometry Optimizes Chipbreaking
PunchDrill features patent-pending geometry with a chipbreaker that produces short chips to control machining forces.
Read MoreRead Next

Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More